
















voxeljet optimiertLED-Leuchtenvon Cree
Cree Inc., einer der weltgrößten Hersteller von LED-Lampen, hat einen Weg gefunden, den Prototypenbau schneller und kostengünstiger zu machen. Das Unternehmen für hochmoderne LED-Technologie lässt Feinguss-Modelle mit dem 3D-Drucksystem VX1000 von voxeljet anfertigen – den Guss übernimmt die mehrfach prämierte Feingießerei Aristo Cast.
Ob Schreibtischlampe, Werbedisplay oder Straßenlaterne: Light Emitting Diodes (LEDs), die Nachfolger der Glühbirne, sind längst fester Bestandteil des Lebens. Und weiter auf dem Vormarsch. Lag der Umsatz mit LED-Lampen in Europa 2011 bei einer Milliarde Euro, wird er Prognosen zufolge bis 2020 auf 14 Milliarden Euro ansteigen.
Das betrifft nicht nur die Dioden selbst, sondern auch die rillenförmigen Kühlkörper, die bei Hochleistungs-LEDs auf der Rückseite der LED-Platine sitzen – zu sehen etwa in modernen Straßenlaternen. Die Kühlkörper bestehen aus wärmeleitenden Materialien wie Aluminium oder Kupfer, die die Betriebswärme der Dioden an die Umgebungsluft abgeben. Das sorgt für eine niedrige Betriebstemperatur und längere Lebensdauer der Leuchten.
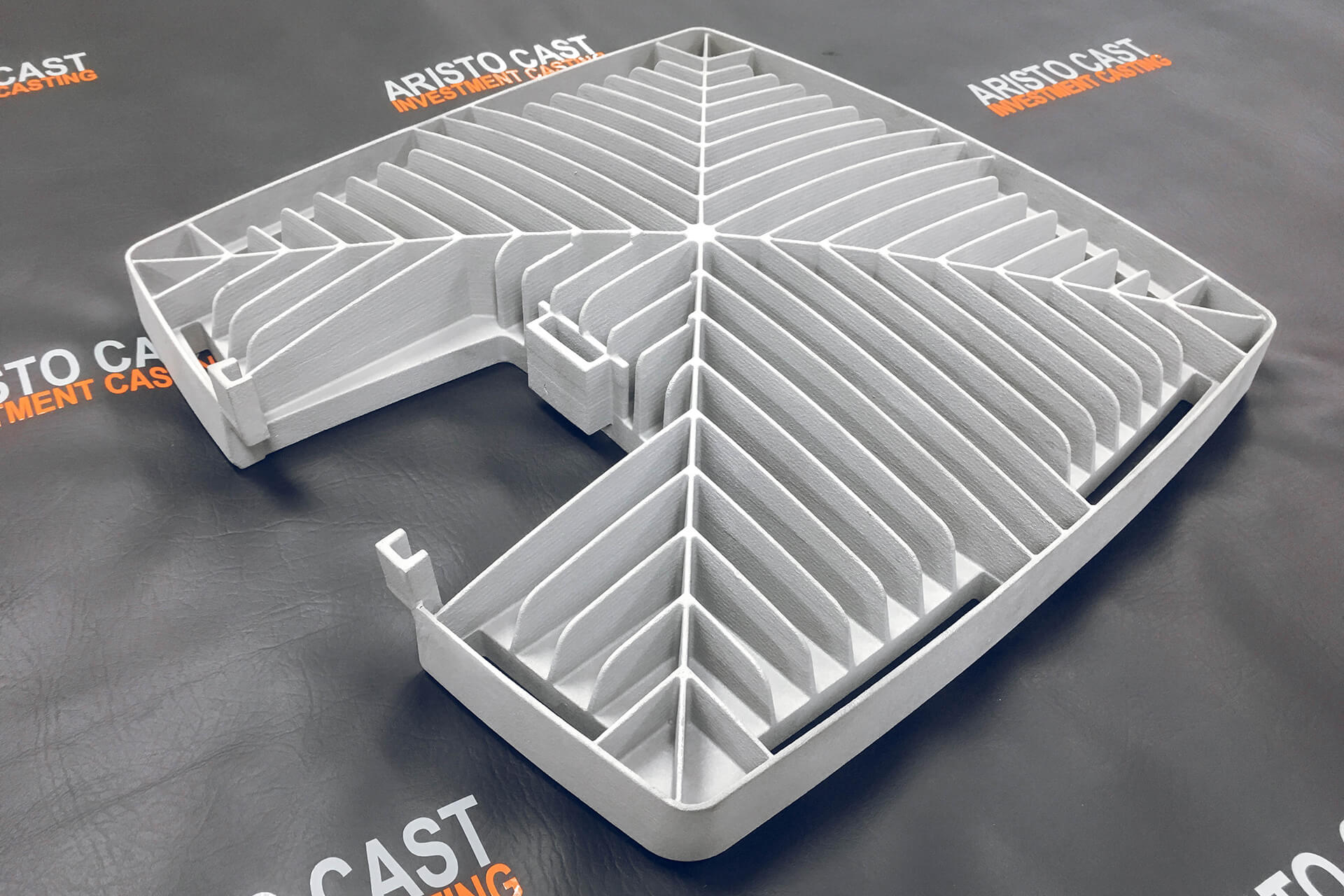
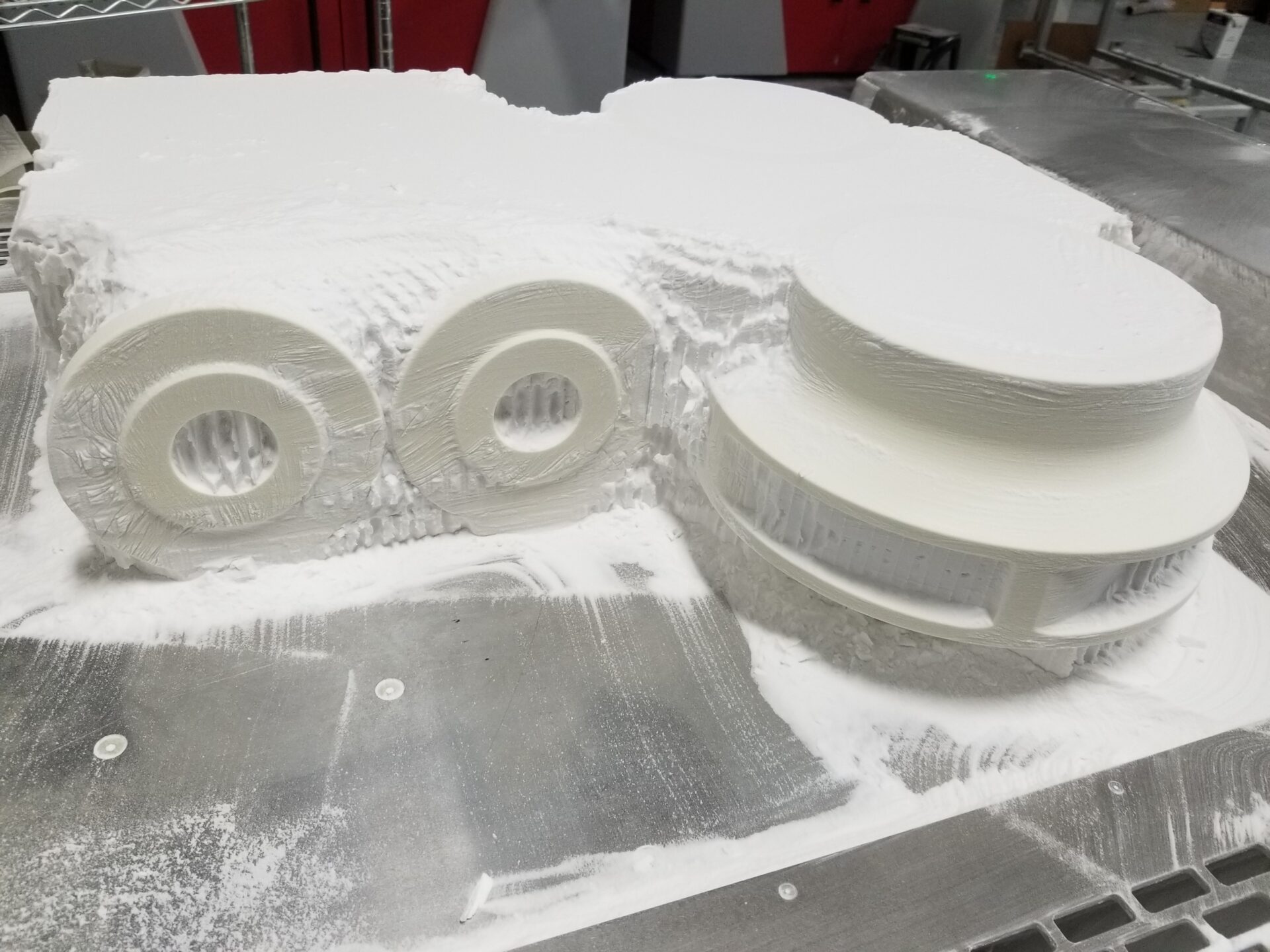
3D gedruckte, optimierte LED Leuchten von voxeljet
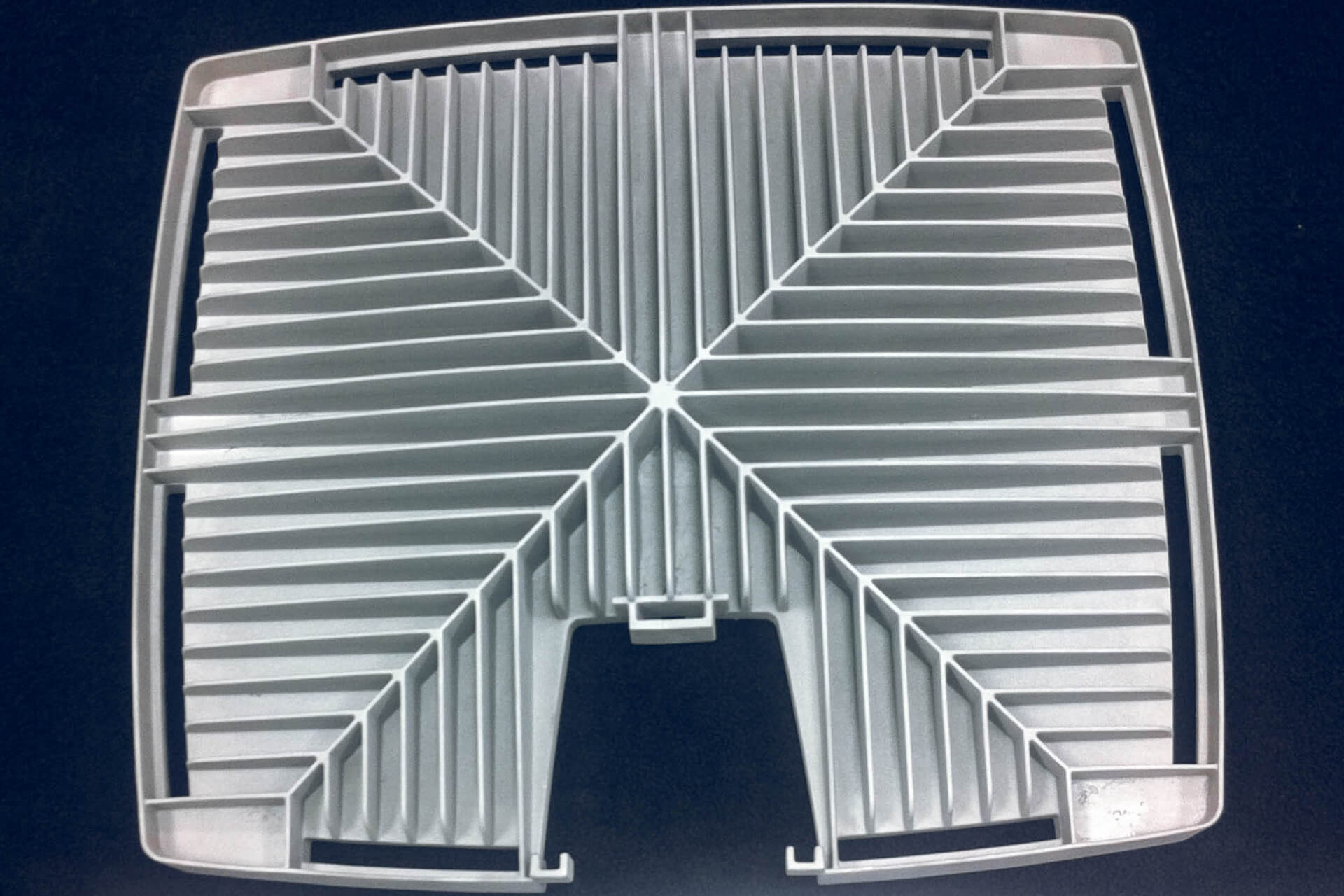
3D gedruckte, optimierte LED Leuchten von voxeljet
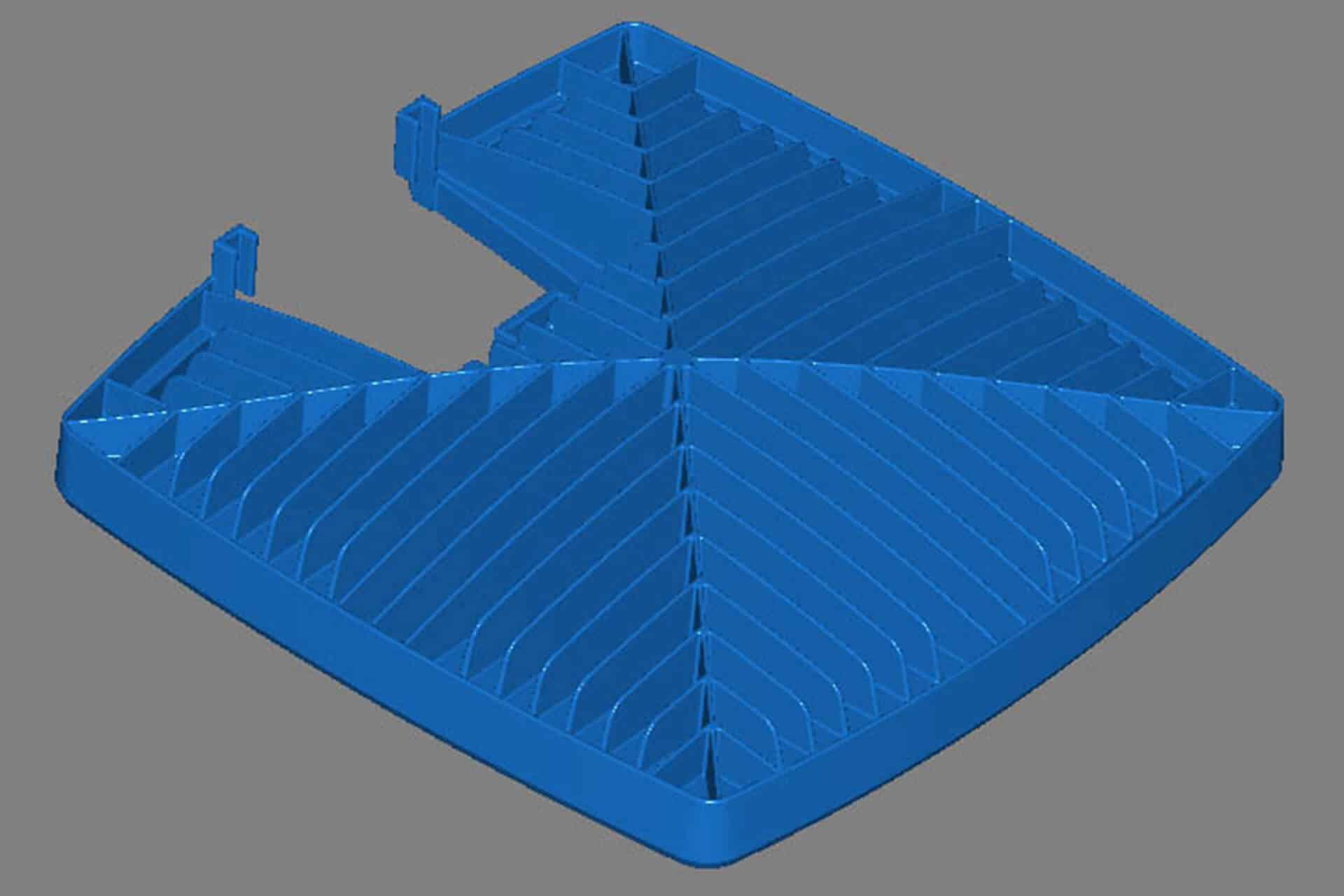
CAD-Daten für optimierte LED Leuchten von voxeljet
Nachdem das additive Verfahren lediglich CAD-Daten benötigt, entstehen mithilfe des 3D-Drucks nun komplexe Modelle neuartiger Kühlkörper werkzeuglos am Bildschirm. Diese, in PMMA gedruckten, CAD Daten werden anschließend von Aristo Cast direkt zu Gussteilen weiterverarbeitet, was die Entwicklung bei Cree stark optimiert und zudem neue, vorher nur schwierig vorstellbare Designs ermöglicht – denn dem Designer sind dabei nahezu keine Grenzen gesetzt.
Der konkrete Vorteil 3D gedruckter Kühlkörper liegt in der möglichst effizienten Gestaltung des Kühlkörpers, was meist ein komplexes Design mit sich bringt, um die LEDs bestmöglich zu kühlen. Je komplexer also der Kühlkörper, desto langlebiger und effizienter die LED – also ideale Voraussetzungen für die Verwendung des 3D-Drucks.
Ist der Druck fertig, überzieht Aristo Cast das Positivmodell mit Wachs, um die Oberflächen zu versiegeln. Das Modell wird anschließend mit mehreren Keramikschichten ummantelt. Dann kommt es in den Ofen. Das PMMA brennt ab 700 °C rückstandsfrei aus. Zurück bleibt die fertige, keramische Positivform für den Feinguss des Prototyps.
Der Druck des 43 x 43 x 11 Zentimeter großen und 1.900 Gramm leichten Modells dauerte nur rund sechs Stunden. Genau diesen Zeitvorteil nutzt Cree Inc., um Prototypen von Kühlkörpern schneller herstellen zu können. Durch das Nesting, dem Stapeln der Bauteile in einer sogenannten Jobbox, lassen sich sogar mehrere Modelle gleichzeitig drucken. So können in knapp 24 Stunden acht dieser Modelle in nur einer Jobbox entstehen.
Weitere Case Studies
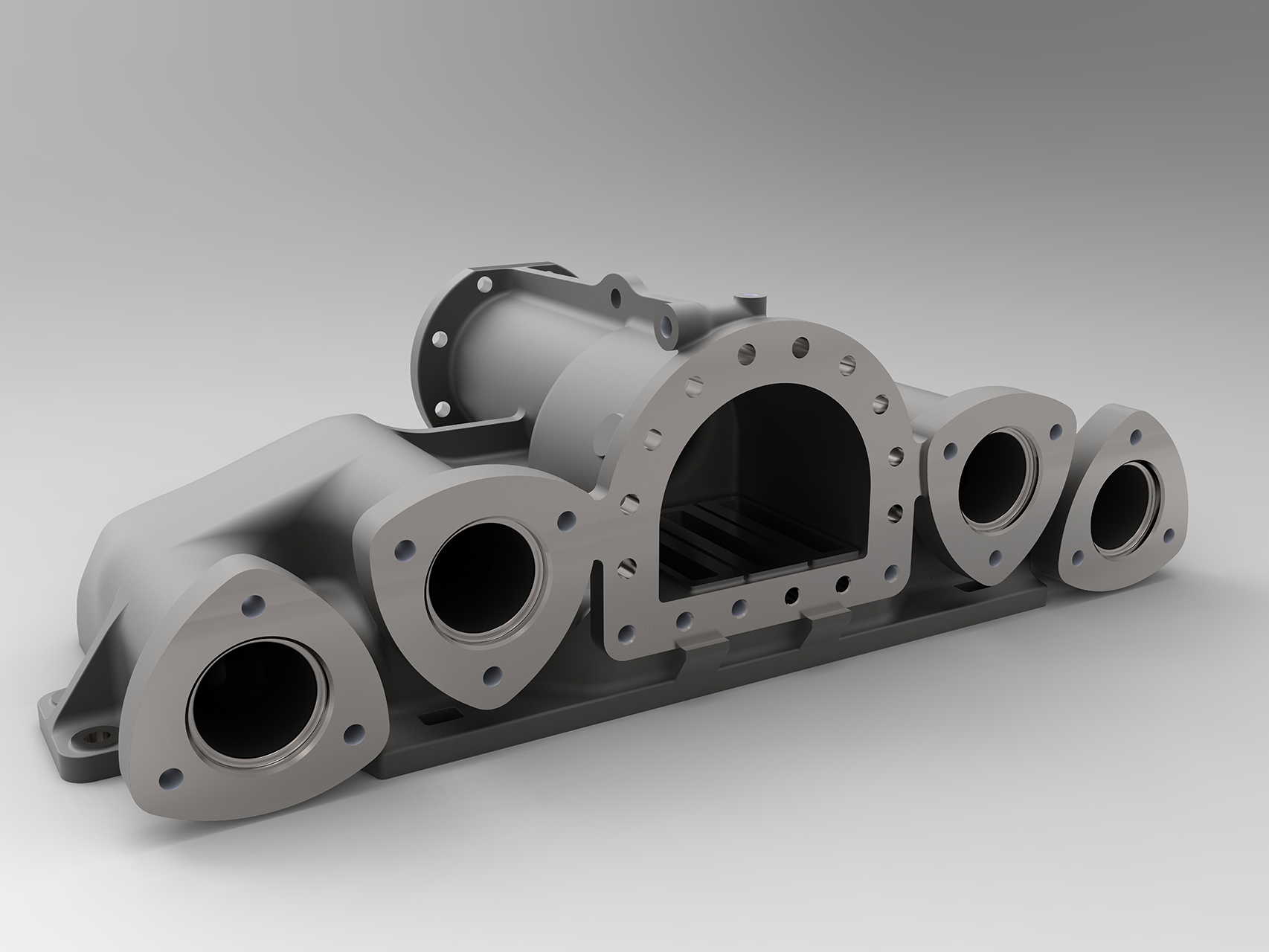
Boro Foundry – Superheater Header
Aus der Kombination Sand-3D-Druck konnte die britische Gießerei Boro Foundry ein makelloses Ersatzteil für eine Dampflok herstellen.

Mit 3D-Druck zum Optimierten Elektromotor
Aiona Cast hat ein Patent angemeldet mit dem sich Elektromotoren deutlich optimieren lassen. Einen Prototyp fertigte das Unternehmen mit 3D-Druck an.

Die schnellste Gießerei Skandinaviens
Mit einer neuen VX2000, einem 3D-Sanddrucker für Metallguss stellt Hetitec fertige Gussteile in wenigen Tagen her.

Printed Castings für den Feinguss
Ob Luft- und Raumfahrt, Automobilbau oder Design - die preisgekrönte, amerikanische Feingießerei Aristo Cast setzt beim Feinguss auf 3D-gedruckte Modelle. Erfahren Sie hier warum.

3D-Druck für Sandguss in Portugal
CINFU ist ein Ausbildungs- und Innovationszentrum für die Gießereiindustrie mit Sitz in Portugal. Mit einem VX1000 3D-Drucker im Haus gewinnt CINFU erhebliche Vorteile bei der Anpassung an die Gießereiindustrie.

Lanulfi Models optimiert Formenbau mit VX2000
Die Integration der voxeljet VX2000 hat Lanulfis Ansatz im Modell- und Formenbau neu definiert. Sie bietet erhebliche Reduzierungen der Durchlaufzeiten und verbessert die Gestaltungsmöglichkeiten.
PMMA 3D-Druck erobert Nordamerika
Express Prototyping gehört zu den führenden Experten für den 3D-Druck von Feingussmodellen in Nordamerika. Erfahren Sie vom Geschäftsführer Thomas Müller, wie er das Unternehmen gegründet hat und wie er die Zukunft sieht.
Boro Foundry – Superheater Header
Aus der Kombination Sand-3D-Druck konnte die britische Gießerei Boro Foundry ein makelloses Ersatzteil für eine Dampflok herstellen.
Mit 3D-Druck zum Optimierten Elektromotor
Aiona Cast hat ein Patent angemeldet mit dem sich Elektromotoren deutlich optimieren lassen. Einen Prototyp fertigte das Unternehmen mit 3D-Druck an.
Die schnellste Gießerei Skandinaviens
Mit einer neuen VX2000, einem 3D-Sanddrucker für Metallguss stellt Hetitec fertige Gussteile in wenigen Tagen her.
Printed Castings für den Feinguss
Ob Luft- und Raumfahrt, Automobilbau oder Design - die preisgekrönte, amerikanische Feingießerei Aristo Cast setzt beim Feinguss auf 3D-gedruckte Modelle. Erfahren Sie hier warum.
3D-Druck für Sandguss in Portugal
CINFU ist ein Ausbildungs- und Innovationszentrum für die Gießereiindustrie mit Sitz in Portugal. Mit einem VX1000 3D-Drucker im Haus gewinnt CINFU erhebliche Vorteile bei der Anpassung an die Gießereiindustrie.
Lanulfi Models optimiert Formenbau mit VX2000
Die Integration der voxeljet VX2000 hat Lanulfis Ansatz im Modell- und Formenbau neu definiert. Sie bietet erhebliche Reduzierungen der Durchlaufzeiten und verbessert die Gestaltungsmöglichkeiten.
PMMA 3D-Druck erobert Nordamerika
Express Prototyping gehört zu den führenden Experten für den 3D-Druck von Feingussmodellen in Nordamerika. Erfahren Sie vom Geschäftsführer Thomas Müller, wie er das Unternehmen gegründet hat und wie er die Zukunft sieht.
Boro Foundry – Superheater Header
Aus der Kombination Sand-3D-Druck konnte die britische Gießerei Boro Foundry ein makelloses Ersatzteil für eine Dampflok herstellen.
Kontakt
Möchten Sie mehr erfahren? Dann fragen Sie uns. Wir helfen Ihnen gerne weiter.
Industrielle 3D-Drucksysteme
Unser Portfolio an industriellen 3D-Druckern reicht vom kompakten System für die Forschung bis zur additiven Serienfertigung.