
















Phenolharz basierter 3D-Druckin der Gießereitechnik -umweltfreundlich und sparsam
Gerade für die Gießereiindustrie bedeutet diese Technologie eine neue Möglichkeit zur schnellen und wirtschaftlichen Herstellung komplexer Gussteile. Mit der 3D-Drucktechnologie lassen sich – ganz gleich, ob Prototypen, Einzelteile oder Kleinserien – scheinbar unmögliche Geometrien schnell, präzise und kostengünstig anfertigen. Geschwindigkeit und freie Gestaltungsmöglichkeiten sind die Kernmerkmale der Technologie.
Außerdem eröffnen der Einsatz großformatiger industriellen 3D-Druckern für die Serienfertigung bietet für viele Branchen immer mehr neue Anwendungsbereiche. Mittlerweile wird die Technologie in der Automobilindustrie über Maschinenbau, Pumpenindustrie bis hin zur Luftfahrt verwendet. Neue Materialsysteme, basierend auf Phenolharz basierten Bindern, zeigen vor allem Vorteile in Bezug auf Festigkeit, Recyclingfähigkeit, reduzierten Gasstoß sowie Umweltfreundlichkeit.
Prototypen bis Kleinserien wirtschaftlich fertigen
Durch die werkzeuglose Herstellung von 3D Sandformen und Sandkernen lassen sich Einzelstücke bis hin zu Kleinserien von wenigen Tausend Teilen mittlerweile wirtschaftlich fertigen. Der Komplexität von Formen und Kernen sind beim 3D-Druck dabei – im Gegensatz zur konventionellen Herstellung – nahezu keine Grenzen gesetzt. Denn der Aufwand des 3D-Druckens ist unabhängig von der Komplexität des Bauteils. Zum einen muss nicht auf Hinterschneidungen oder Entformungsschrägen geachtet werden. Zum anderen können notwendige Gusstechnologien, wie beispielsweise das Angusssystem, direkt in den Formsatz konstruiert und mitgedruckt werden. Zudem können Bauteiländerungen flexibel, schnell und einfach umgesetzt werden.
Vorteile im 3D-Druckprozess Phenol-Direct-Binding
Im direkten Vergleich zeigt der neue PDB-Prozess viele Vorteile gegenüber dem bisher bewährten ODB-Prozess.
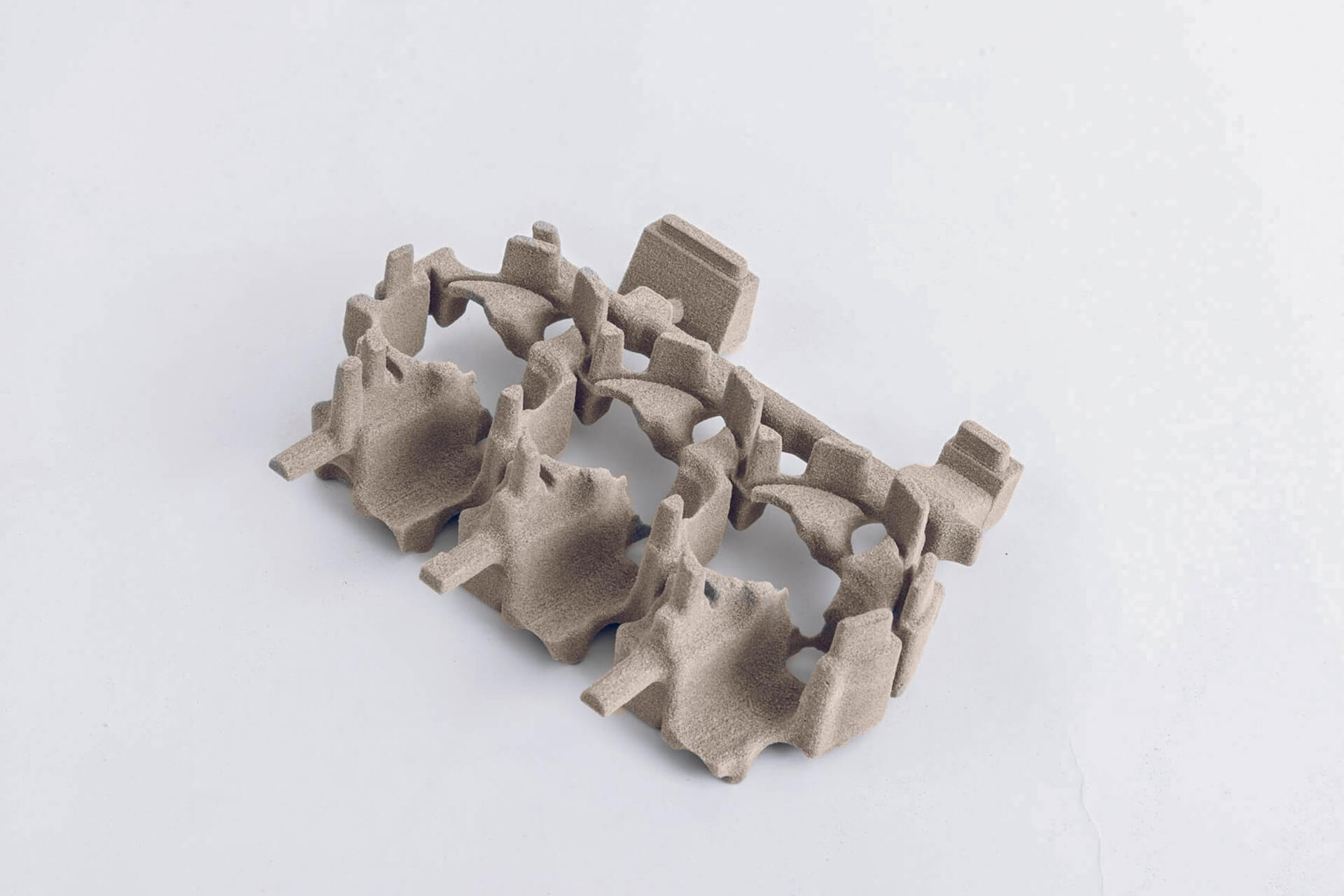
Besonders in der Automobilindustrie werden Sandkerne in ihrer Beschaffenheit immer komplexer. Beispiele hierfür sind Wassermantelkerne, Hydraulikkomponenten oder aufwendige Abgaskrümmer-Kerne. Gerade hier zahlt sich die erhöhte Biegefestigkeit der gedruckten PDB Teile (250-500 N/cm² – Festigkeit abhängig von der Orientierung im Bauraum) gegenüber denen der ODB Teile (230-330 N/cm² – Festigkeit abhängig von der Orientierung im Bauraum) aus.

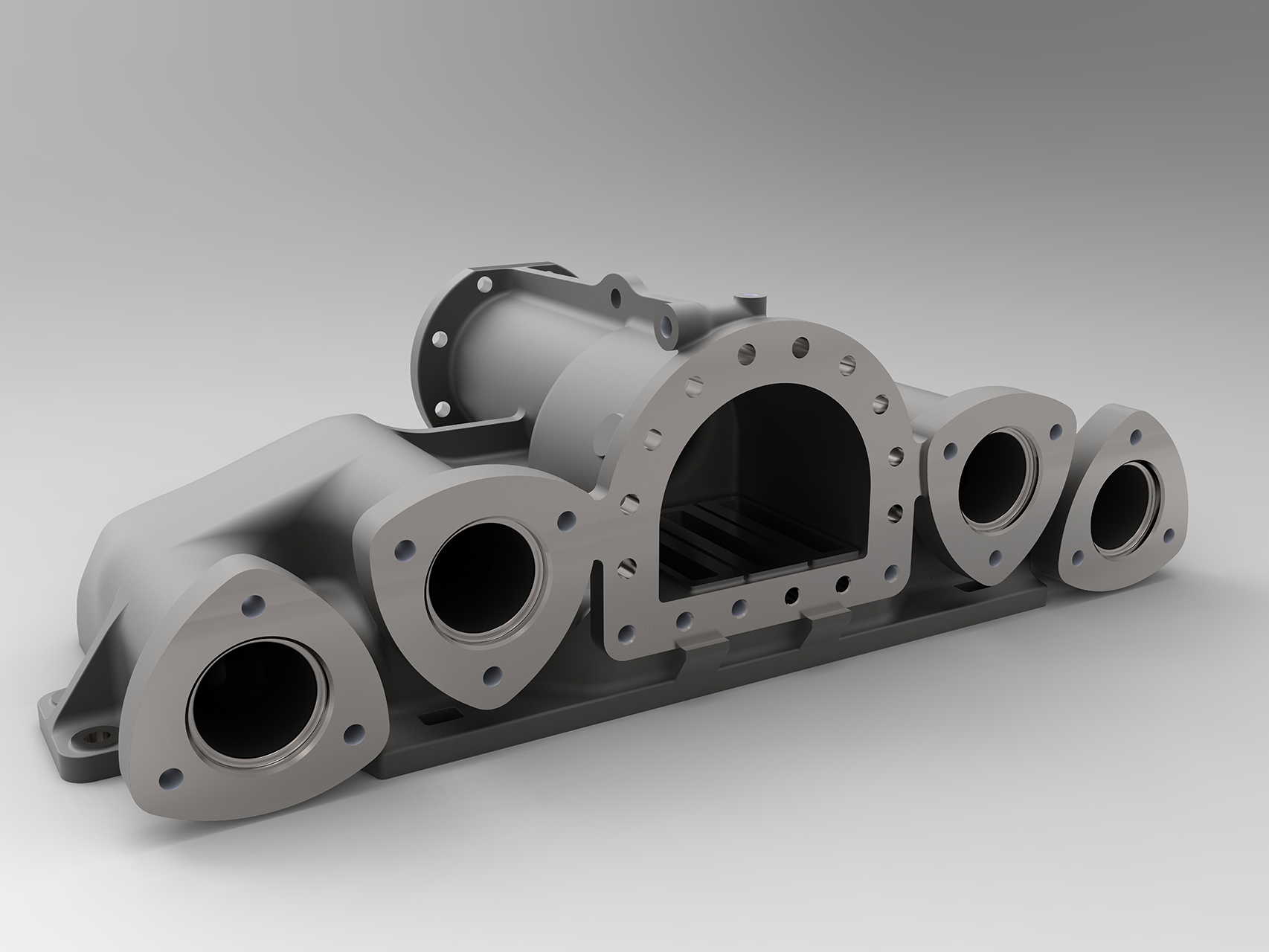
3D gedrucktes Getriebegehäuse von voxeljet
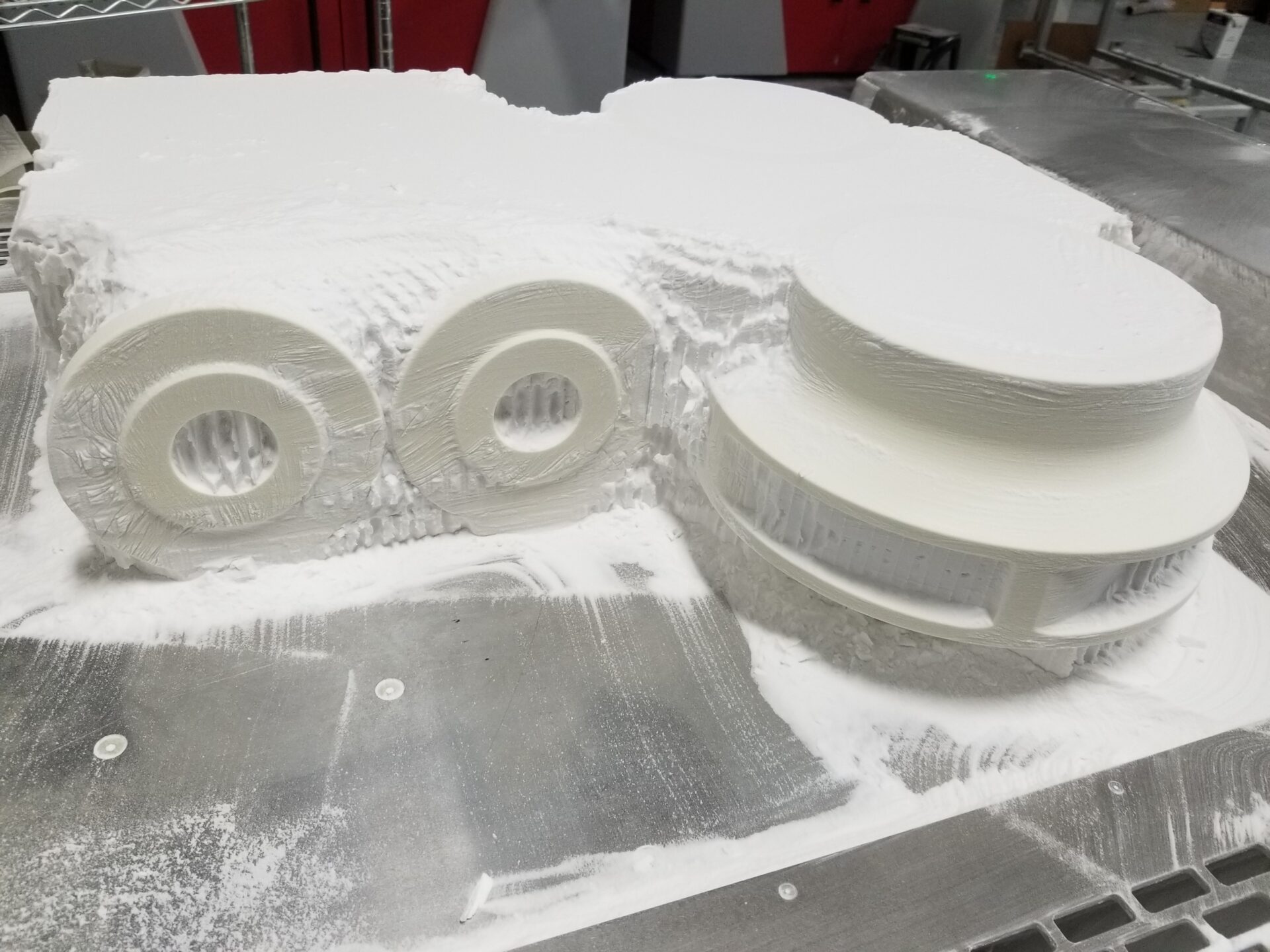
3D gedruckter Wassermantelkern von voxeljet

Mit Phenolharz 3D gedruckter, dünnwandiger Kern von voxeljet
Weitere Case Studies
Boro Foundry – Superheater Header
Aus der Kombination Sand-3D-Druck konnte die britische Gießerei Boro Foundry ein makelloses Ersatzteil für eine Dampflok herstellen.

Mit 3D-Druck zum Optimierten Elektromotor
Aiona Cast hat ein Patent angemeldet mit dem sich Elektromotoren deutlich optimieren lassen. Einen Prototyp fertigte das Unternehmen mit 3D-Druck an.

Die schnellste Gießerei Skandinaviens
Mit einer neuen VX2000, einem 3D-Sanddrucker für Metallguss stellt Hetitec fertige Gussteile in wenigen Tagen her.

Printed Castings für den Feinguss
Ob Luft- und Raumfahrt, Automobilbau oder Design - die preisgekrönte, amerikanische Feingießerei Aristo Cast setzt beim Feinguss auf 3D-gedruckte Modelle. Erfahren Sie hier warum.

3D-Druck für Sandguss in Portugal
CINFU ist ein Ausbildungs- und Innovationszentrum für die Gießereiindustrie mit Sitz in Portugal. Mit einem VX1000 3D-Drucker im Haus gewinnt CINFU erhebliche Vorteile bei der Anpassung an die Gießereiindustrie.

Lanulfi Models optimiert Formenbau mit VX2000
Die Integration der voxeljet VX2000 hat Lanulfis Ansatz im Modell- und Formenbau neu definiert. Sie bietet erhebliche Reduzierungen der Durchlaufzeiten und verbessert die Gestaltungsmöglichkeiten.
PMMA 3D-Druck erobert Nordamerika
Express Prototyping gehört zu den führenden Experten für den 3D-Druck von Feingussmodellen in Nordamerika. Erfahren Sie vom Geschäftsführer Thomas Müller, wie er das Unternehmen gegründet hat und wie er die Zukunft sieht.
Boro Foundry – Superheater Header
Aus der Kombination Sand-3D-Druck konnte die britische Gießerei Boro Foundry ein makelloses Ersatzteil für eine Dampflok herstellen.
Mit 3D-Druck zum Optimierten Elektromotor
Aiona Cast hat ein Patent angemeldet mit dem sich Elektromotoren deutlich optimieren lassen. Einen Prototyp fertigte das Unternehmen mit 3D-Druck an.
Die schnellste Gießerei Skandinaviens
Mit einer neuen VX2000, einem 3D-Sanddrucker für Metallguss stellt Hetitec fertige Gussteile in wenigen Tagen her.
Printed Castings für den Feinguss
Ob Luft- und Raumfahrt, Automobilbau oder Design - die preisgekrönte, amerikanische Feingießerei Aristo Cast setzt beim Feinguss auf 3D-gedruckte Modelle. Erfahren Sie hier warum.
3D-Druck für Sandguss in Portugal
CINFU ist ein Ausbildungs- und Innovationszentrum für die Gießereiindustrie mit Sitz in Portugal. Mit einem VX1000 3D-Drucker im Haus gewinnt CINFU erhebliche Vorteile bei der Anpassung an die Gießereiindustrie.
Lanulfi Models optimiert Formenbau mit VX2000
Die Integration der voxeljet VX2000 hat Lanulfis Ansatz im Modell- und Formenbau neu definiert. Sie bietet erhebliche Reduzierungen der Durchlaufzeiten und verbessert die Gestaltungsmöglichkeiten.
PMMA 3D-Druck erobert Nordamerika
Express Prototyping gehört zu den führenden Experten für den 3D-Druck von Feingussmodellen in Nordamerika. Erfahren Sie vom Geschäftsführer Thomas Müller, wie er das Unternehmen gegründet hat und wie er die Zukunft sieht.
Boro Foundry – Superheater Header
Aus der Kombination Sand-3D-Druck konnte die britische Gießerei Boro Foundry ein makelloses Ersatzteil für eine Dampflok herstellen.
Kontakt
Möchten Sie mehr erfahren? Dann fragen Sie uns. Wir helfen Ihnen gerne weiter.
Industrielle 3D-Drucksysteme
Unser Portfolio an industriellen 3D-Druckern reicht vom kompakten System für die Forschung bis zur additiven Serienfertigung.