
















Industrieller Polymer-3D-Druck im Überblick: Ein umfassender Vergleich von voxeljet HSS, HP MJF und SLS
Der Markt für den 3D-Druck mit Polymeren wächst rasant. Berichten zufolge stieg der Verbrauch von Polymerpulver im Jahr 2021 um 43,3 % und überholte damit Photopolymerharze als das am häufigsten verwendete 3D-Druckmaterial. Der Wettbewerb zwischen industriellen 3D-Drucker-OEMs ist daher härter denn je und bietet Fertigungsunternehmen eine große Auswahl an Technologien wie High Speed Sintering (HSS), Multi Jet Fusion (MJF) und Selective Laser Sintering (SLS).
Da alle Verfahren ähnliche Eigenschaften und Oberflächen aufweisen, ist es nicht ungewöhnlich, dass diese Polymer-3D-Drucktechnologien als Konkurrenten angesehen werden. In diesem Vergleich werden auf die Besonderheiten dieser drei Technologien eingeangen und aufgezeigt, wie sie sich voneinander unterscheiden.
Wettstreit der Tintenstrahlverfahren: HSS gegen MJF
Wie funktioniert also HSS? Zu Beginn wird eine dünne Schicht Polymerpulver auf eine beheizte Bauplattform aufgetragen. Ein Tintenstrahldruckkopf bewegt sich dann über die Plattform und druckt selektiv eine infrarot-reaktive Tinte in diejenigen Bereiche des Pulverbetts in denen die Bauteile entstehen sollen. Sobald die Tinte dem IR-Licht ausgesetzt ist, absorbiert das Pulver die Wärme, sintert und verschmilzt zu einer festen Schicht, während die unbedruckten Bereiche als loses Pulver zurückbleiben. Die Bauplattform wird dann abgesenkt, eine neue Pulverschicht wird aufgetragen, und der Prozess wiederholt sich Schicht für Schicht, bis das 3D-Bauteil gedruckt ist.
MJF ist dem HSS in vielerlei Hinsicht ähnlich. Ähnlich wie beim HSS-Verfahren wird beim MJF-Verfahren eine strahlungsabsorbierende Flüssigkeit (der so genannte Fusing Agent) auf bestimmte Bereiche eines Polymerpulverbettes gedruckt. Die Ränder der anderen Bereiche, die nicht bedruckt werden sollen, werden mit einer sekundären Flüssigkeit, dem so genannten Detailing Agent, gekühlt. Nach Abschluss des Druckens wird eine IR-Lampe verwendet, um den gesamten Baubereich zu bestrahlen und die mit den Flüssigkeiten getränkten Bereiche zu schmelzen. Die mit dem Detailing Agent bedruckten Ränder bleiben unverbunden.
Abgesehen von der enormen Größe des VX1000-Druckers von voxeljet besteht der Hauptunterschied zwischen den beiden Technologien in der Anzahl der verwendeten Flüssigkeiten. Eine zweite. kühlende Flüssigkeit ist bei HSS nicht notwendig, da die 3D-Drucker von voxeljet die Temperaturen der gebundenen und ungebundenen Pulvermaterialien unabhängig voneinander steuern können. Dies geschieht durch den Einsatz von zwei verschiedenen IR-Strahlern mit unterschiedlichen Wellenlängen, was bedeutet, dass der Detailing Agent nicht erforderlich ist, um eine präzise Kantendefinition zu erreichen.
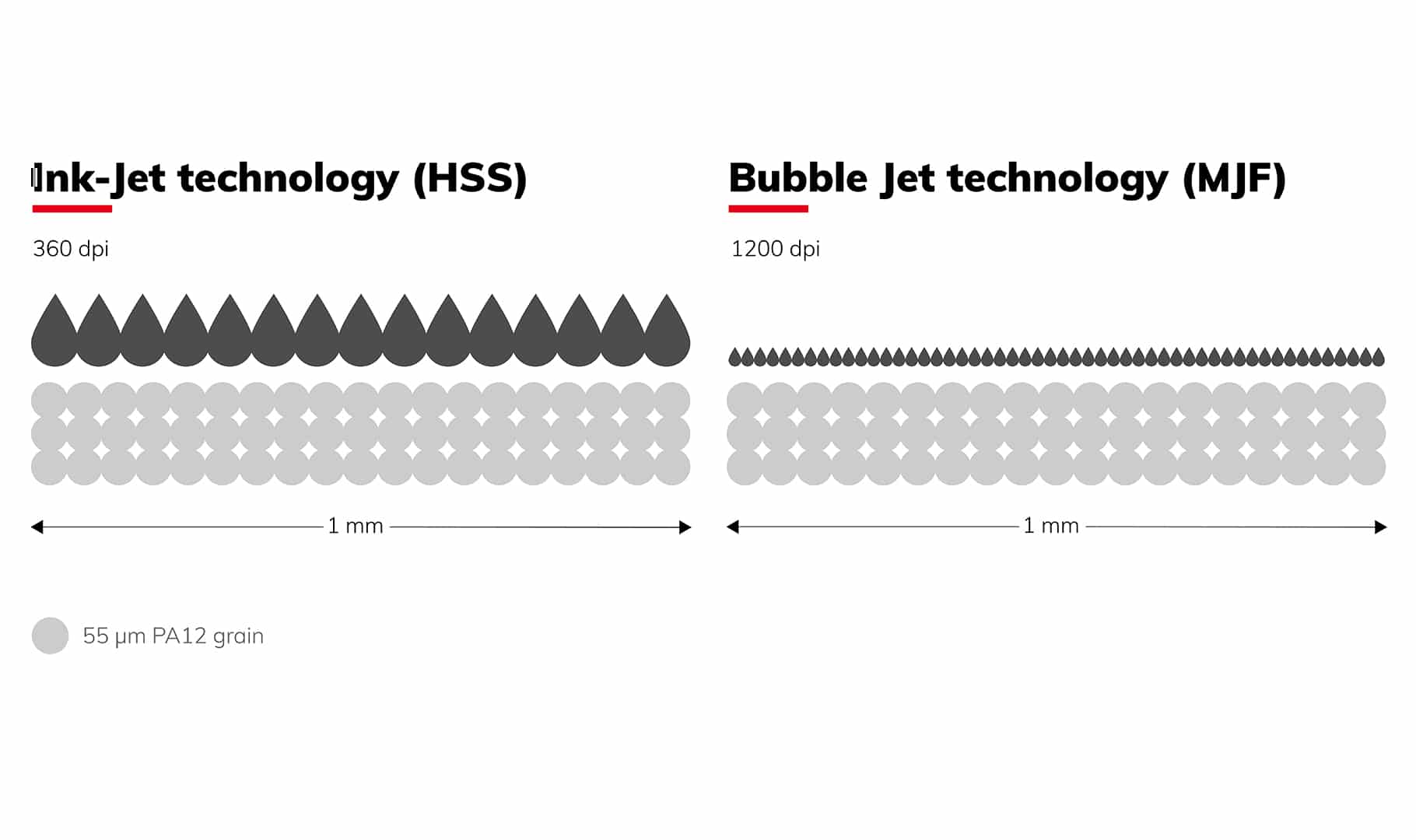
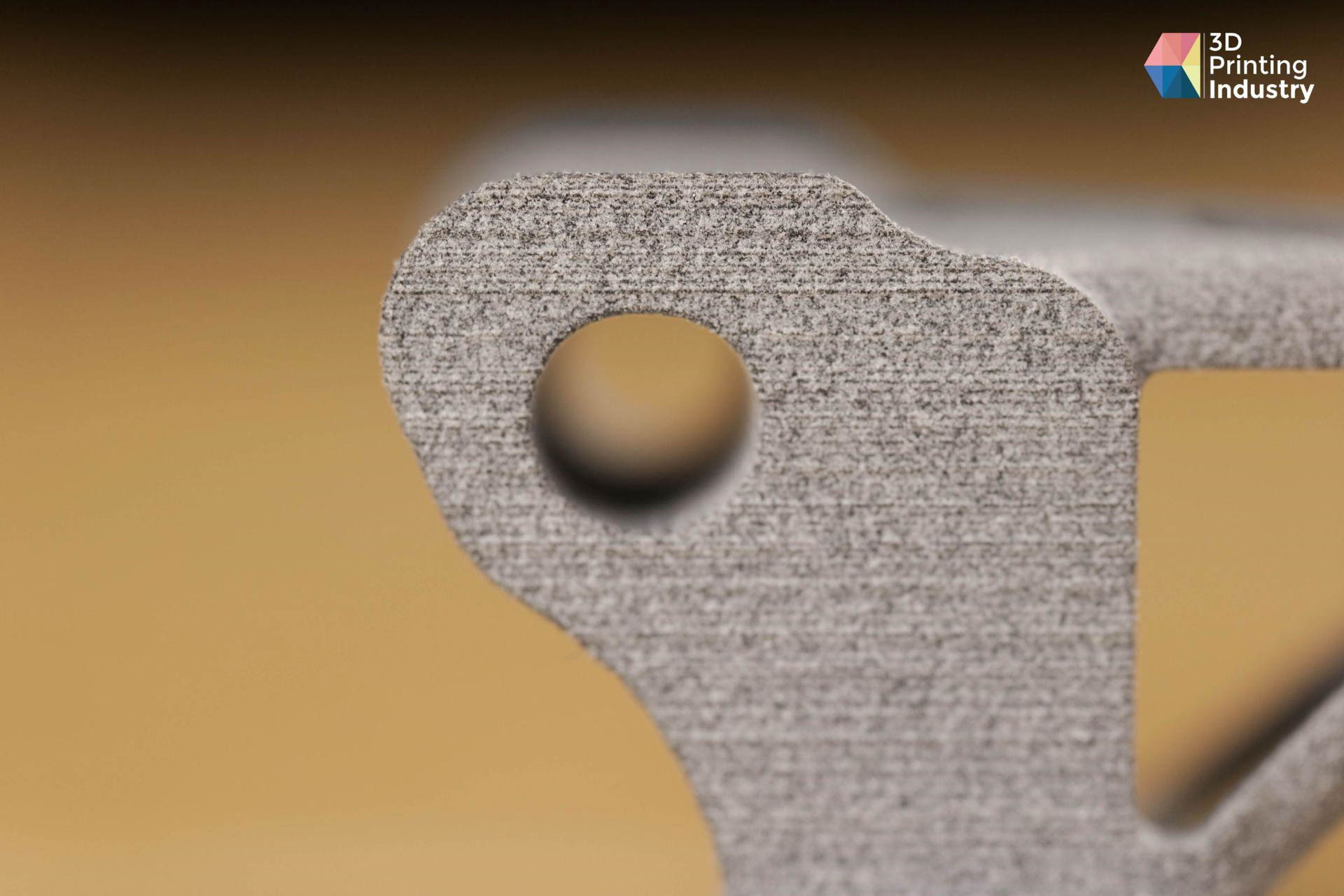
Dank seines Detailing Agents bietet MJF eine Auflösung von 1200 dpi, während HSS nur 360 dpi bietet. Der Schlüsselfaktor bei der Bestimmung der Bauteileauflösung ist jedoch immer die Korngröße des Pulvers, so dass eine höhere Druckkopfauflösung in diesem Fall nicht unbedingt ein präziseres Teil bedeutet. Da die HSS-Tropfen etwas größer sind als die einzelnen Polymerkörner (die in der Regel etwa 55 Mikrometer breit sind), sind sie in der Lage, die Übergänge zwischen den Körnern vollständig zu bedecken, was für das Sintering entscheidend ist.
Im Gegensatz dazu können MJF-3D-Drucker PA12, PA11 und PP verarbeiten. Bei beiden Technologien können unbedruckte Pulvermaterialien recycelt und wiederaufbereitet werden.

HSS
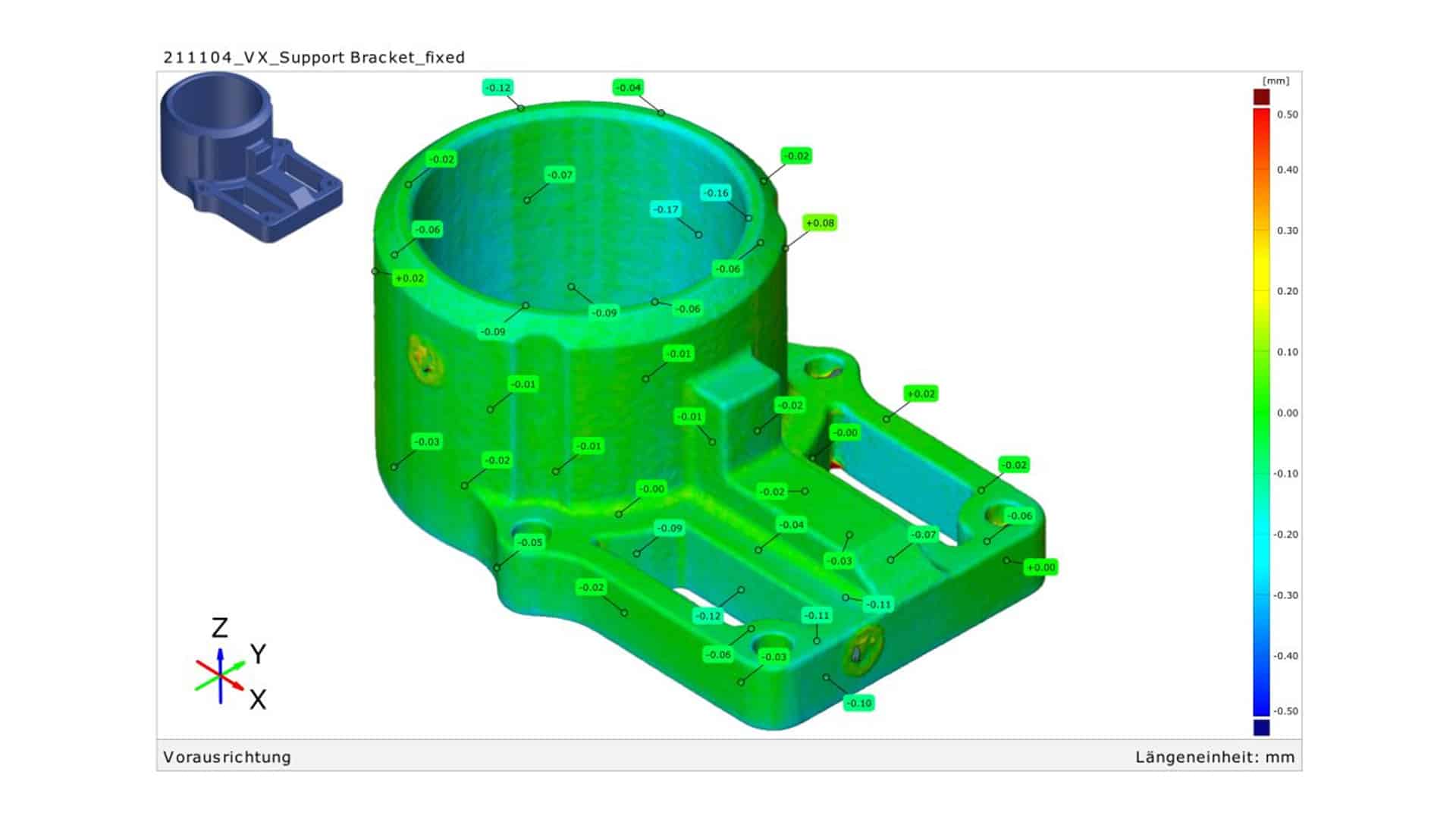
Eine Punktwolkenanalyse einer mittels HSS gedruckten Halterung.
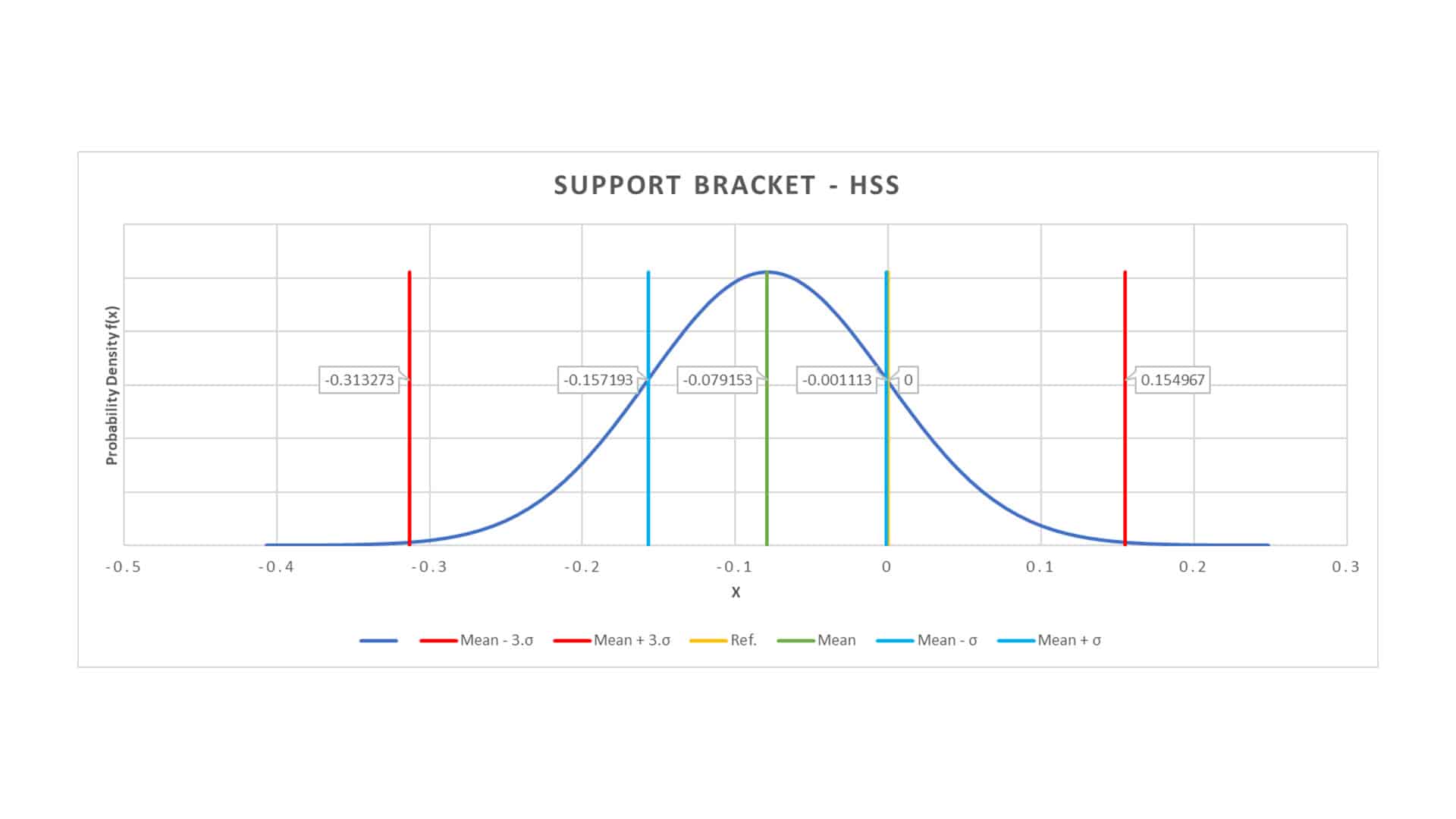
Glockenkurve zur Veranschaulichung der Maßgenauigkeit der HSS-Halterung.
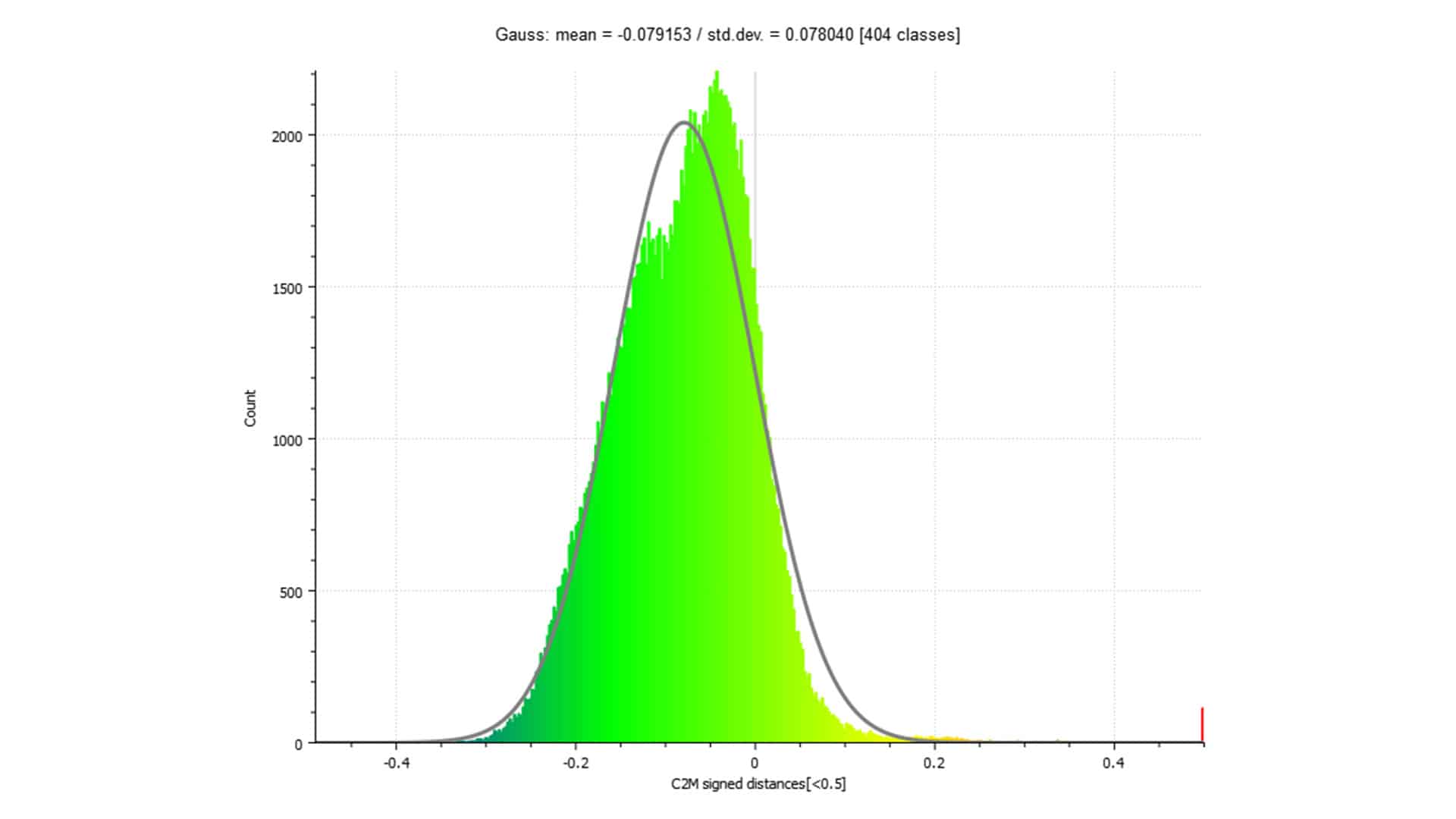
Histogramm zur Veranschaulichung der Maßgenauigkeit der HSS-Halterung.
MJF
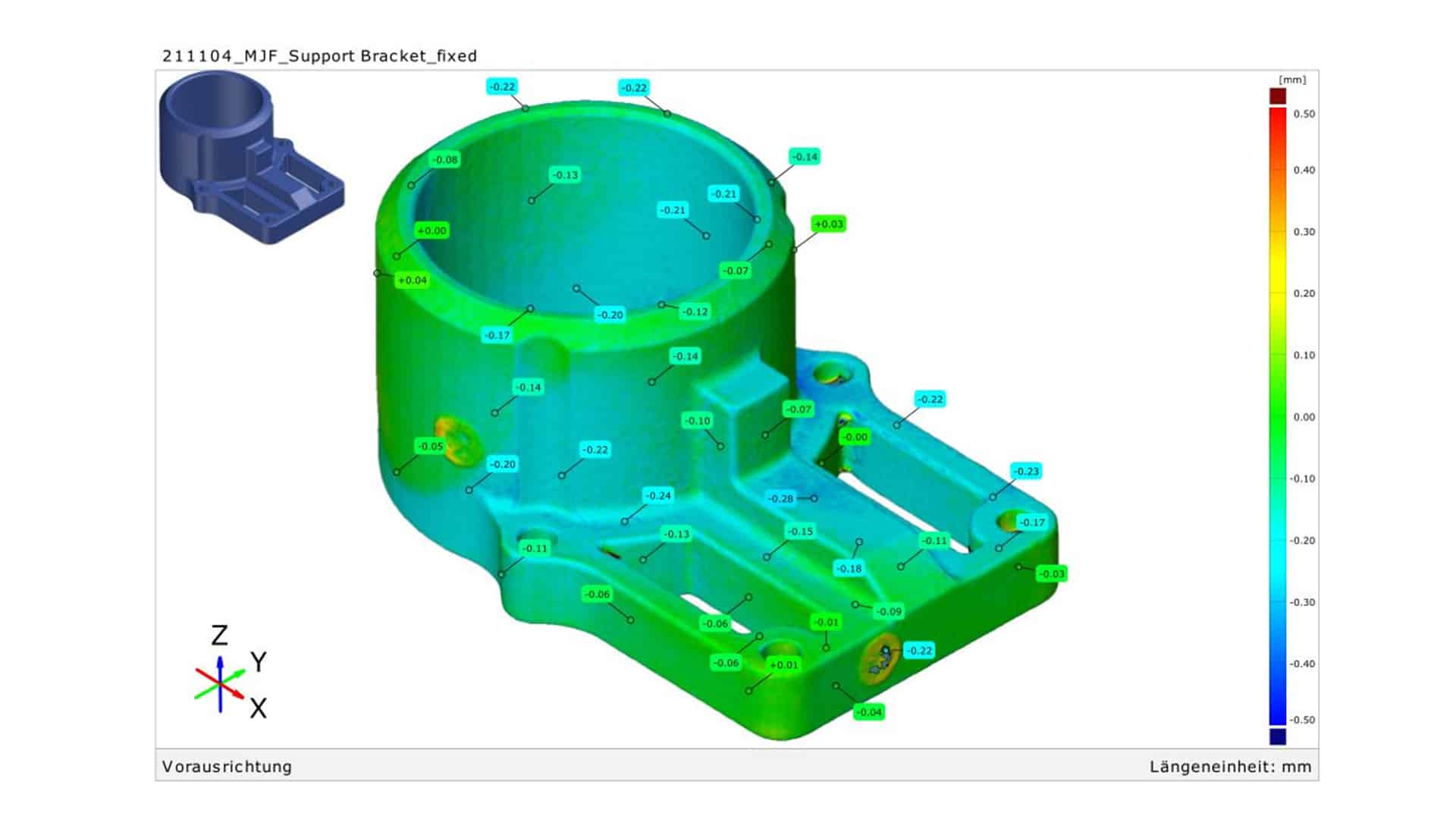
Eine Punktwolkenanalyse einer mit MJF gedruckten Stützhalterung.
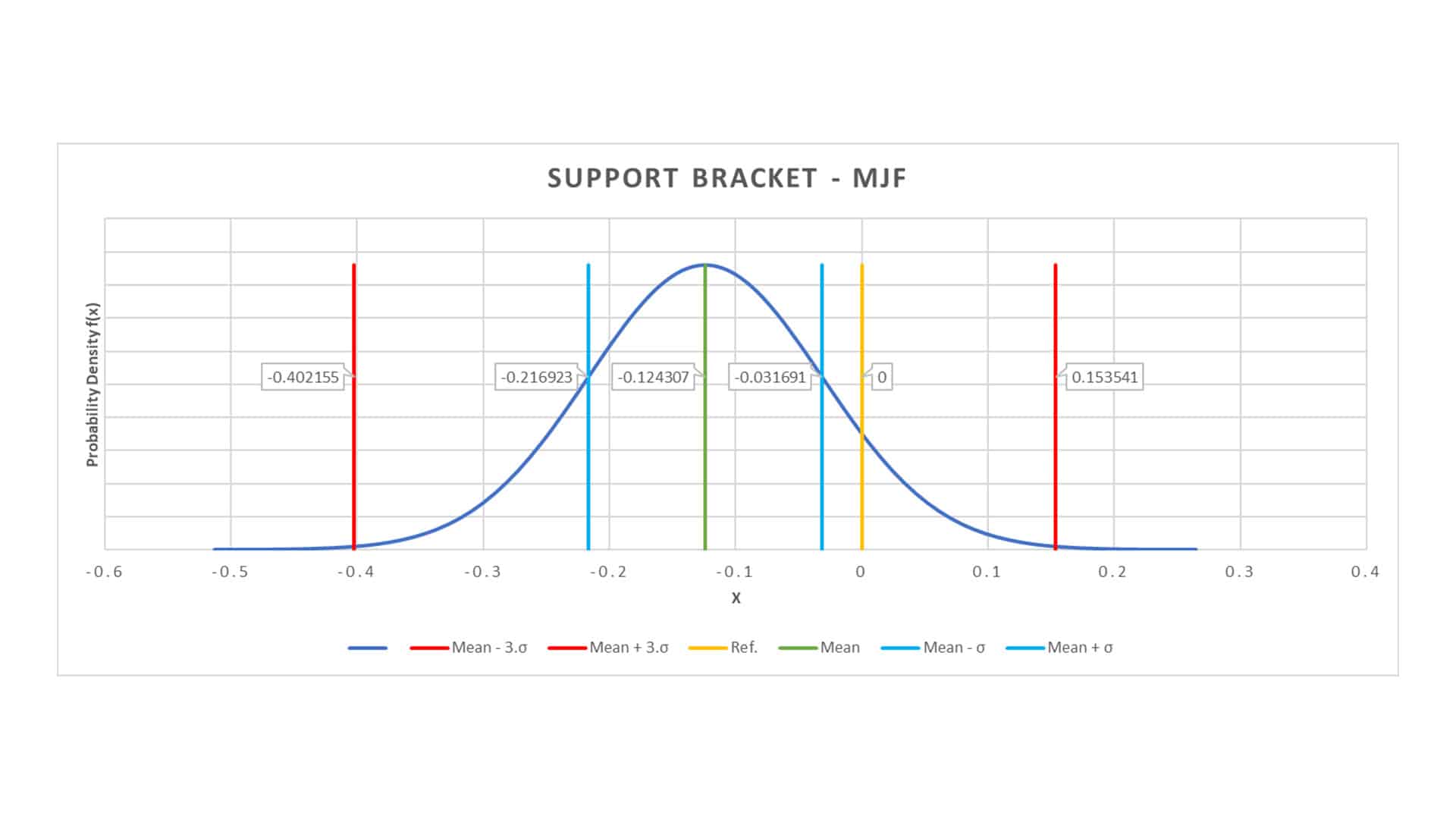
Glockenkurve zur Veranschaulichung der Maßgenauigkeit der MJF-Halterung
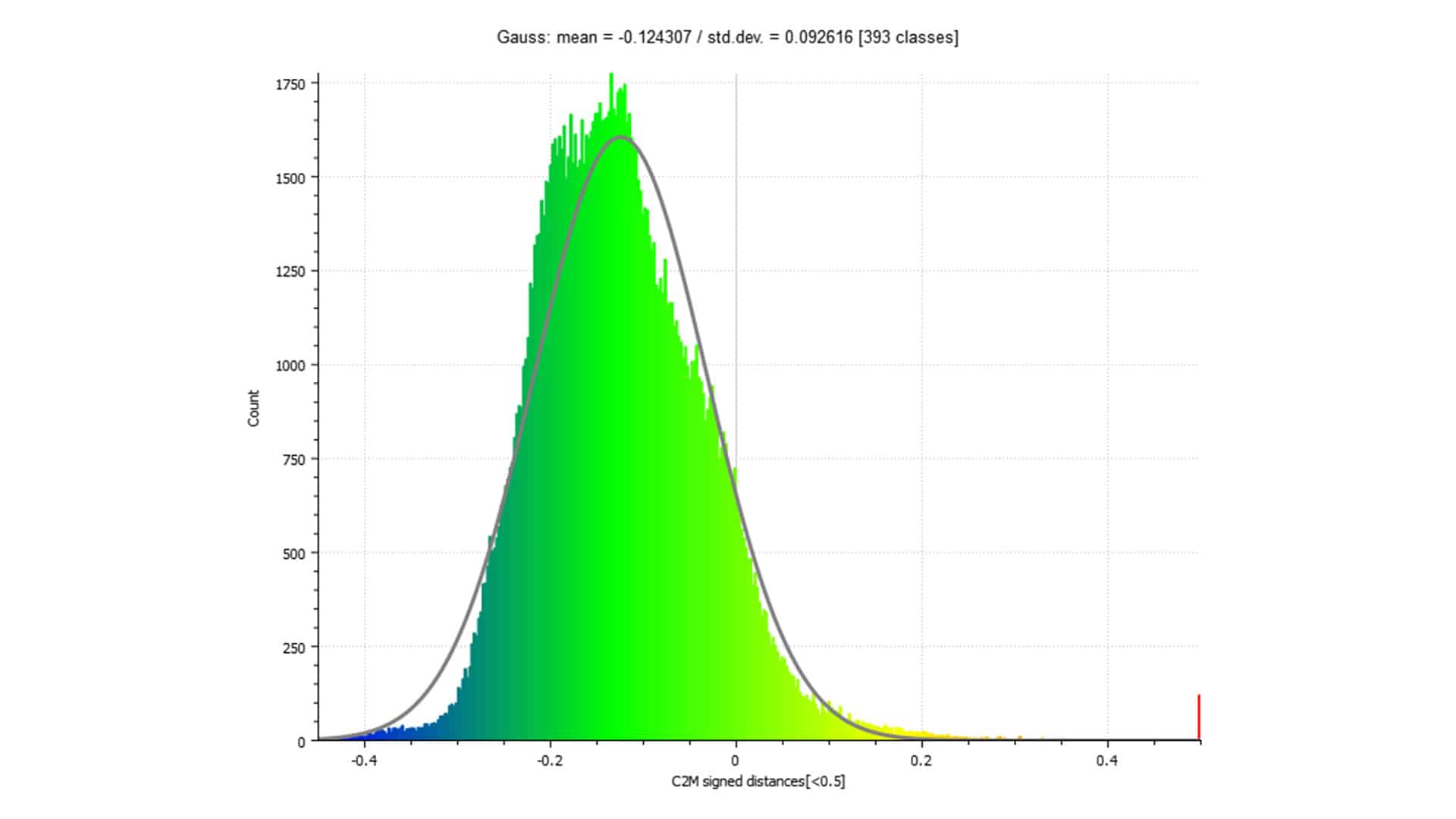
Histogramm zur Veranschaulichung der Maßgenauigkeit der MJF-Halterung.
SLS
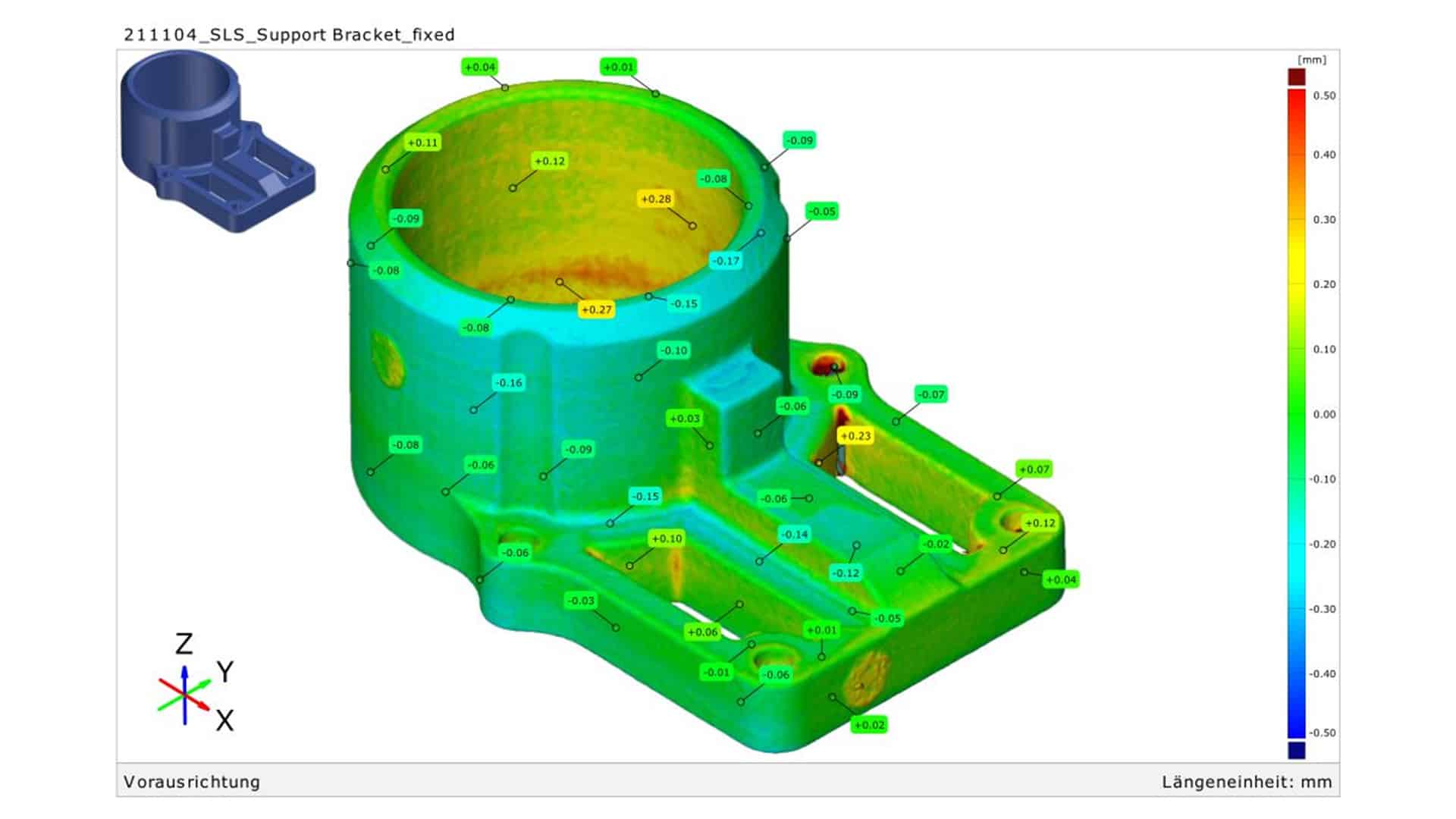
Eine Punktwolkenanalyse einer mittels SLS gedruckten Halterung.
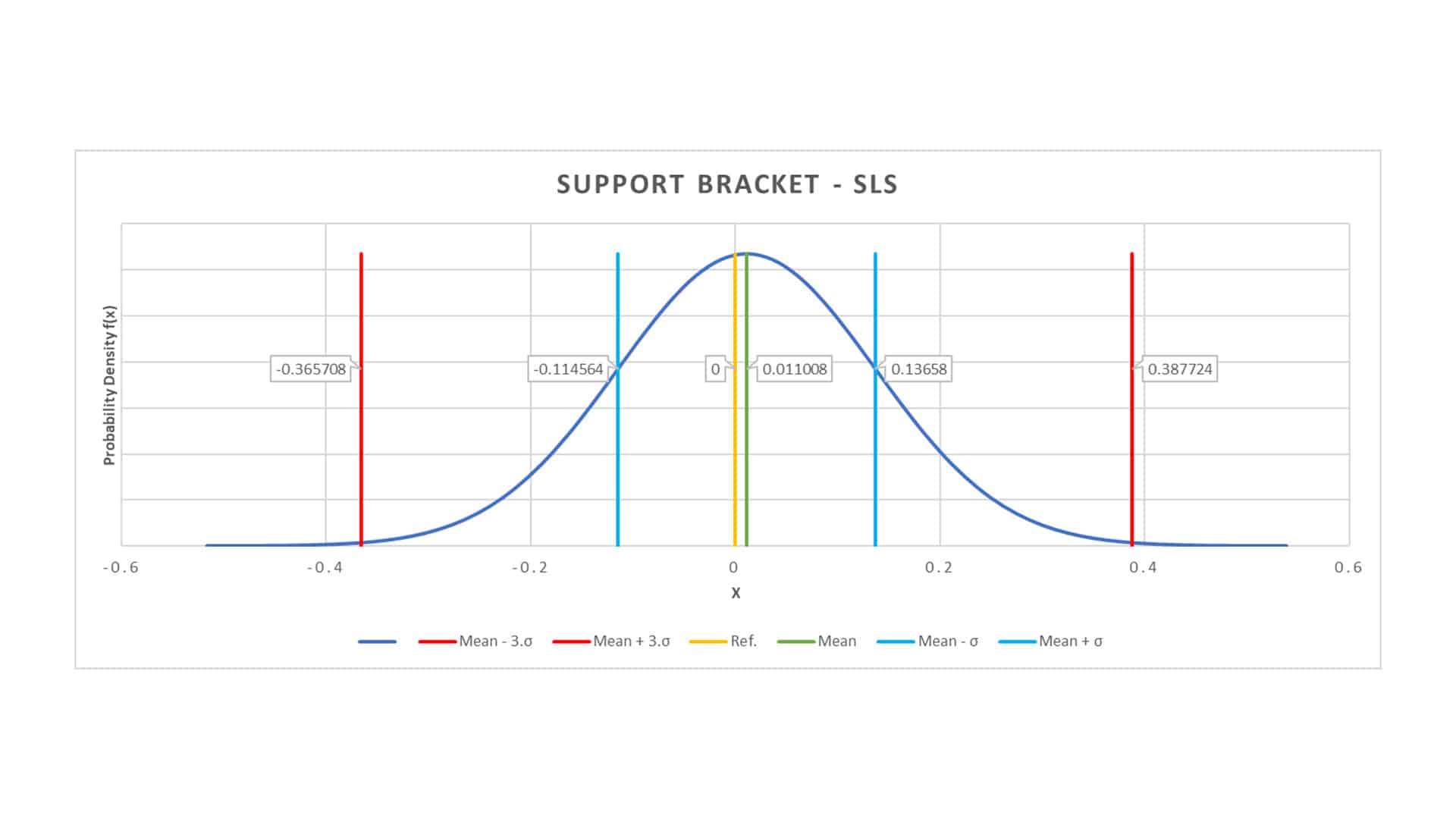
Glockenkurve zur Veranschaulichung der Maßgenauigkeit der SLS-Halterung.
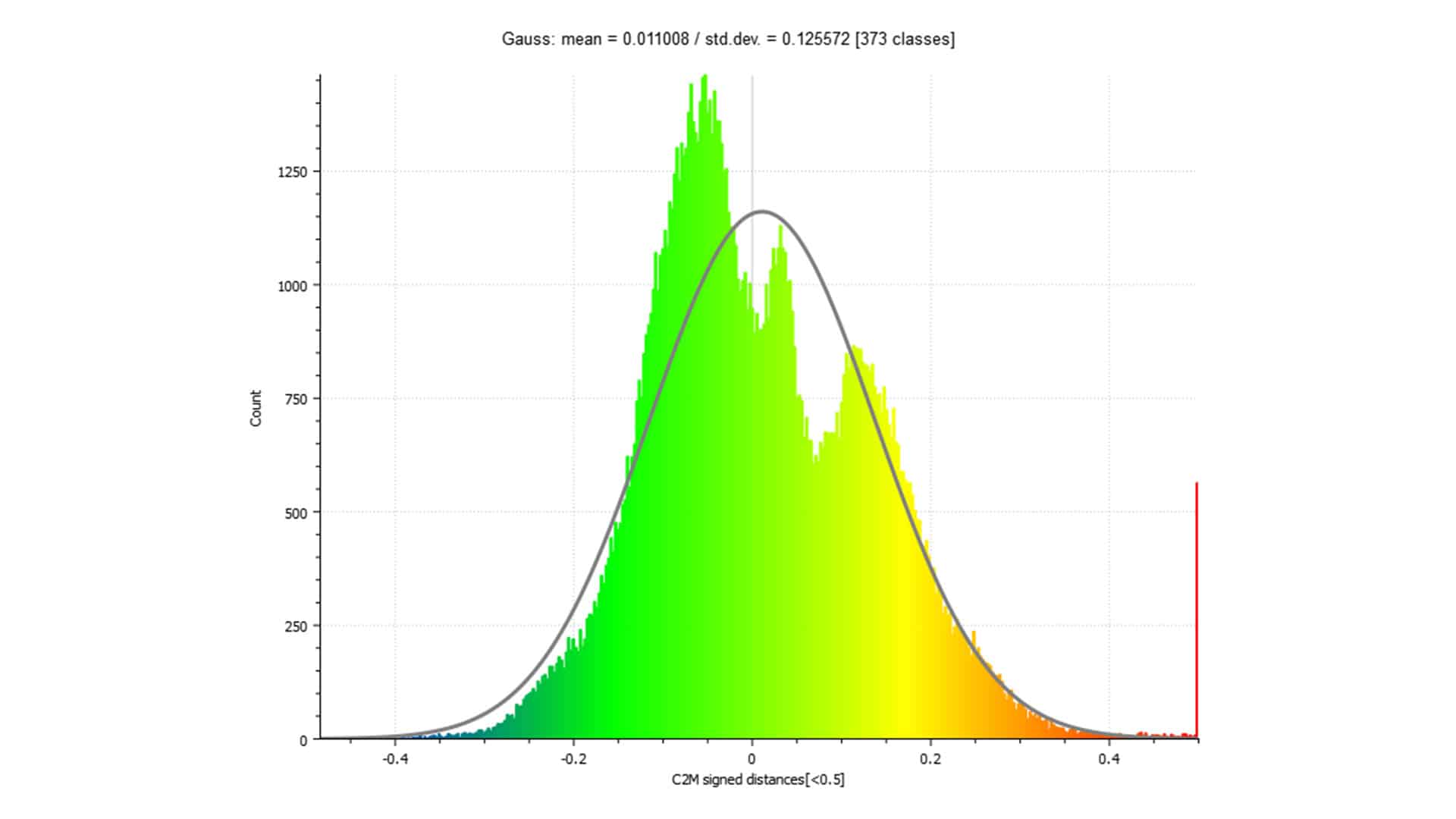
Histogramm zur Veranschaulichung der Maßgenauigkeit der SLS-Halterung
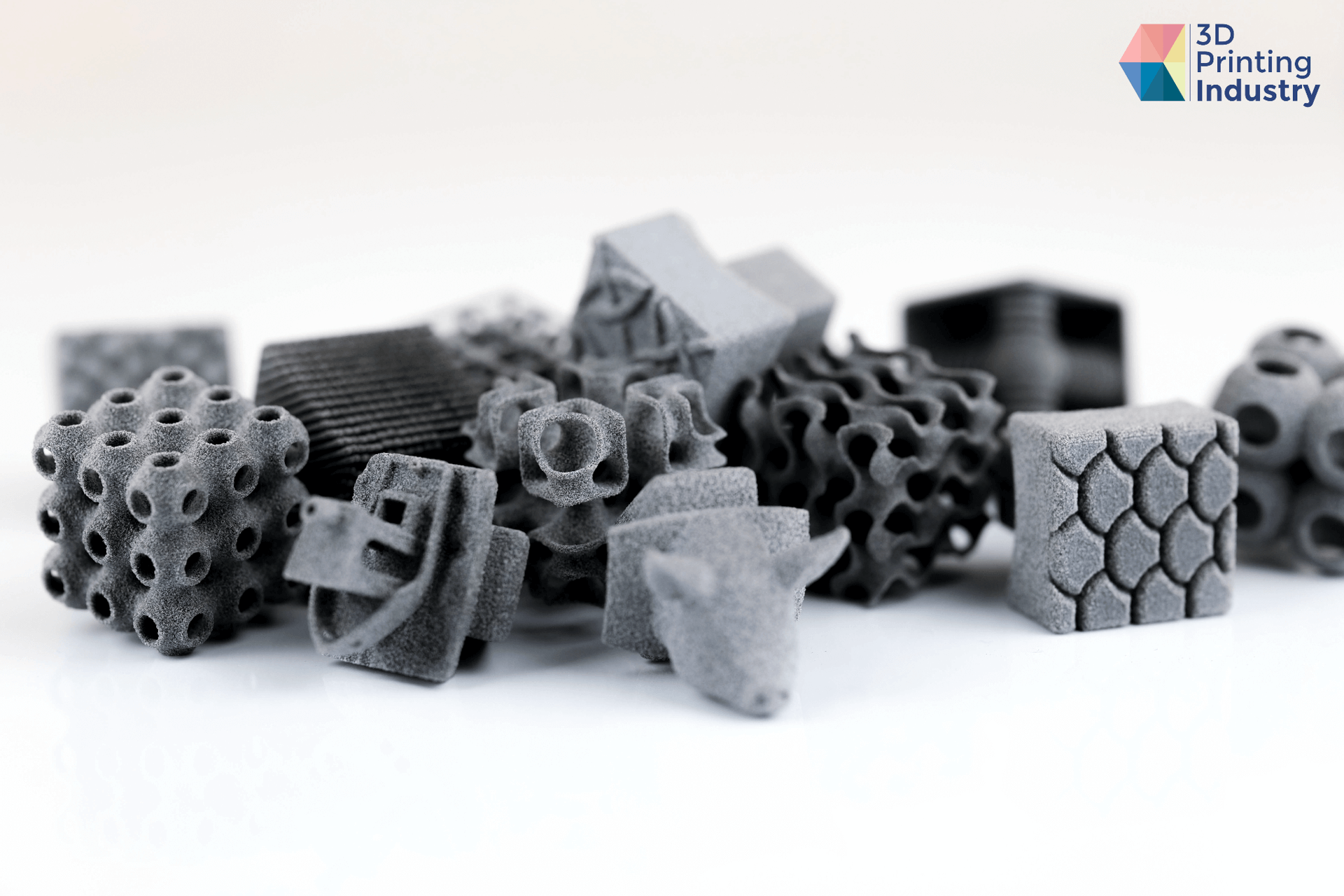
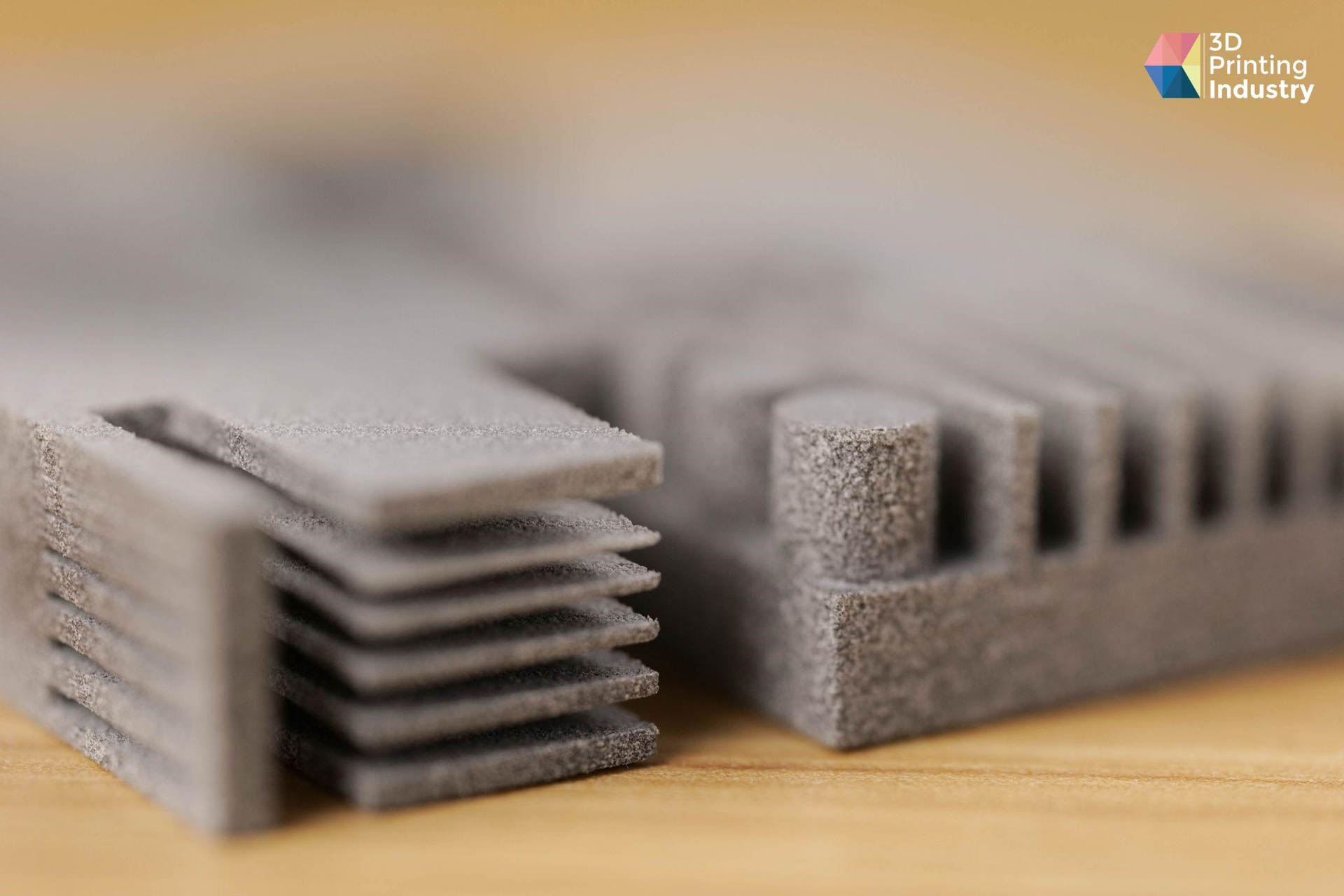
Als es an der Zeit war, den HSS-Würfel zusammenzubauen, ließen sich die ersten sechs Flächen ohne großen Kraftaufwand einrasten. Die Eckstücke, die eher geschoben als geklippt werden mussten, ließen sich aufgrund der Reibung etwas schwieriger einschieben, und einige von ihnen erforderten den Einsatz eines Schraubendrehers.
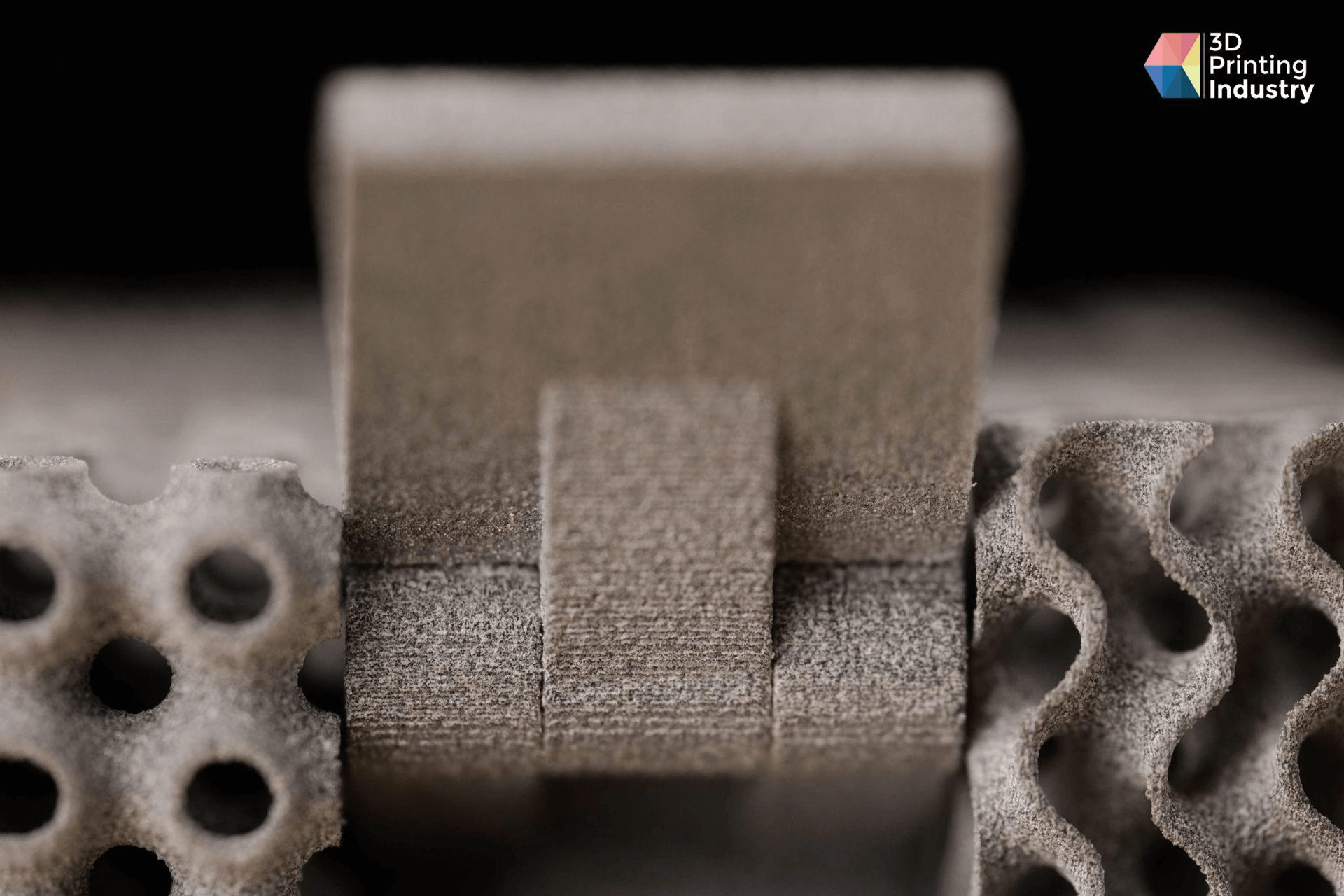
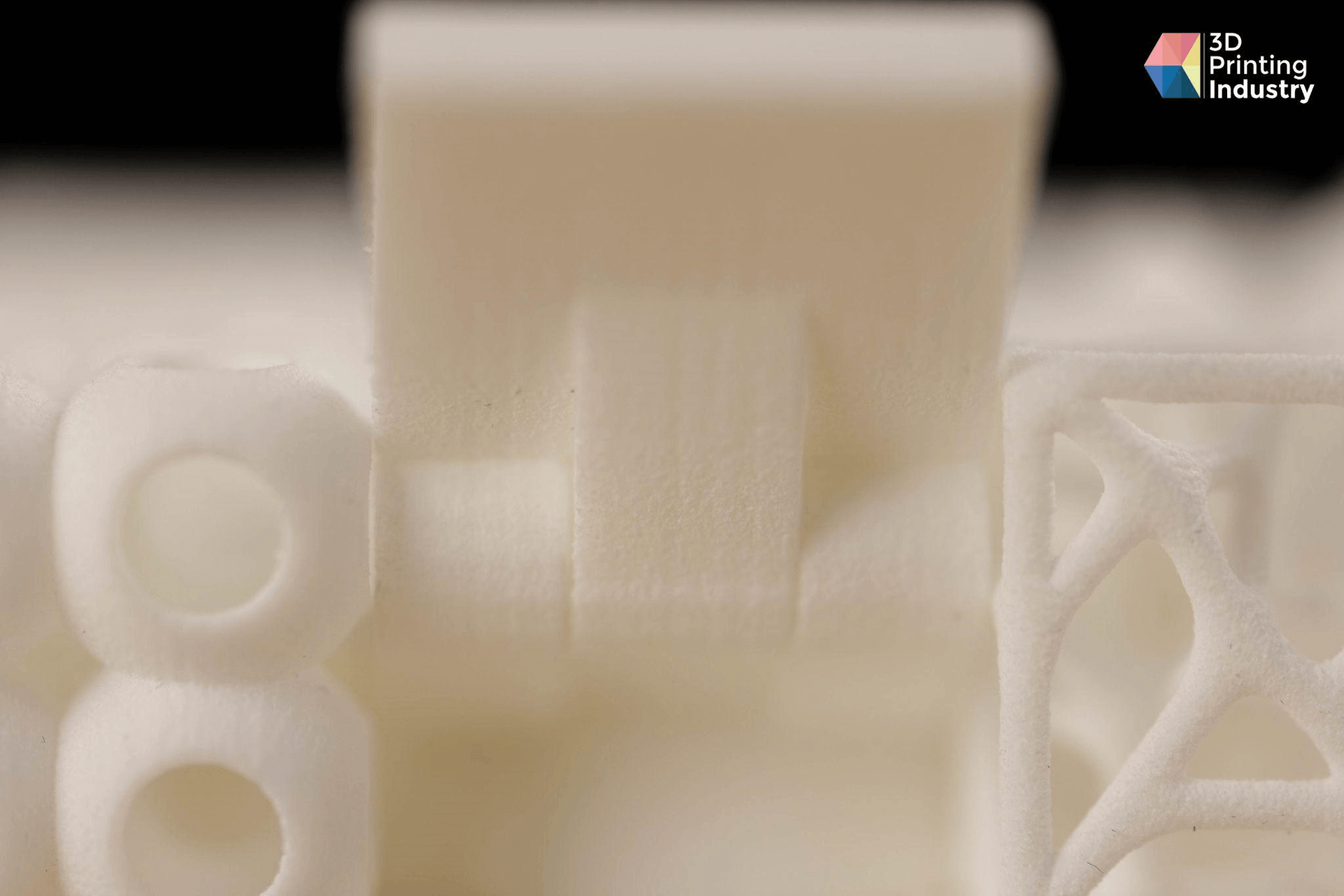
Bei näherer Betrachtung einiger der komplizierteren Würfelelemente stellten wir fest, dass die HSS-Teile in Bezug auf Pulverrückstände am saubersten waren. Tatsächlich konnten wir kein loses Pulver in den Hohlräumen der Gittergeometrien finden, so dass keine zusätzliche Nachbearbeitung erforderlich war.
HSS Torture Cube.
HSS Torture Cube.
HSS Torture Cube.
HSS Torture Cube.
HSS Torture Cube.
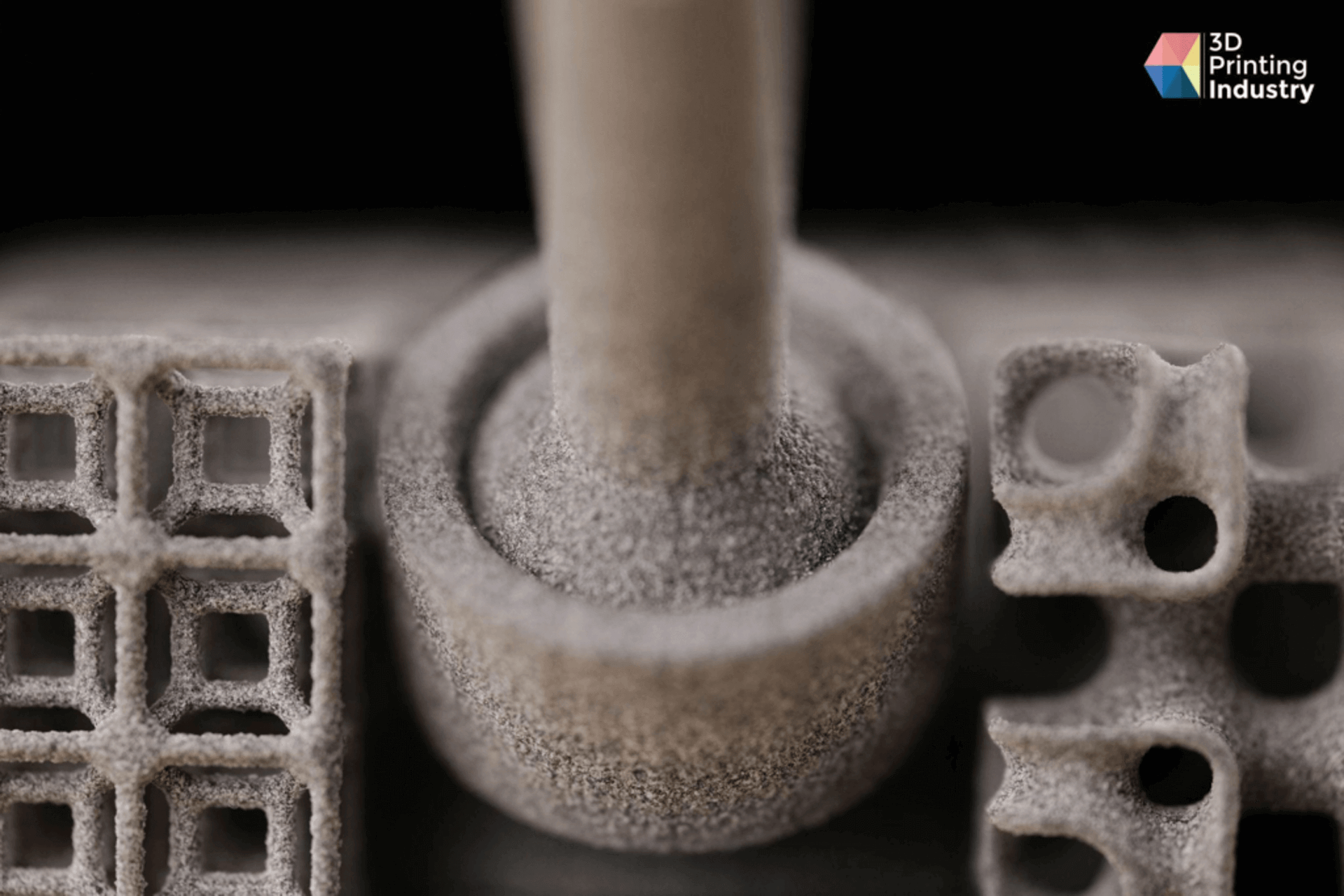
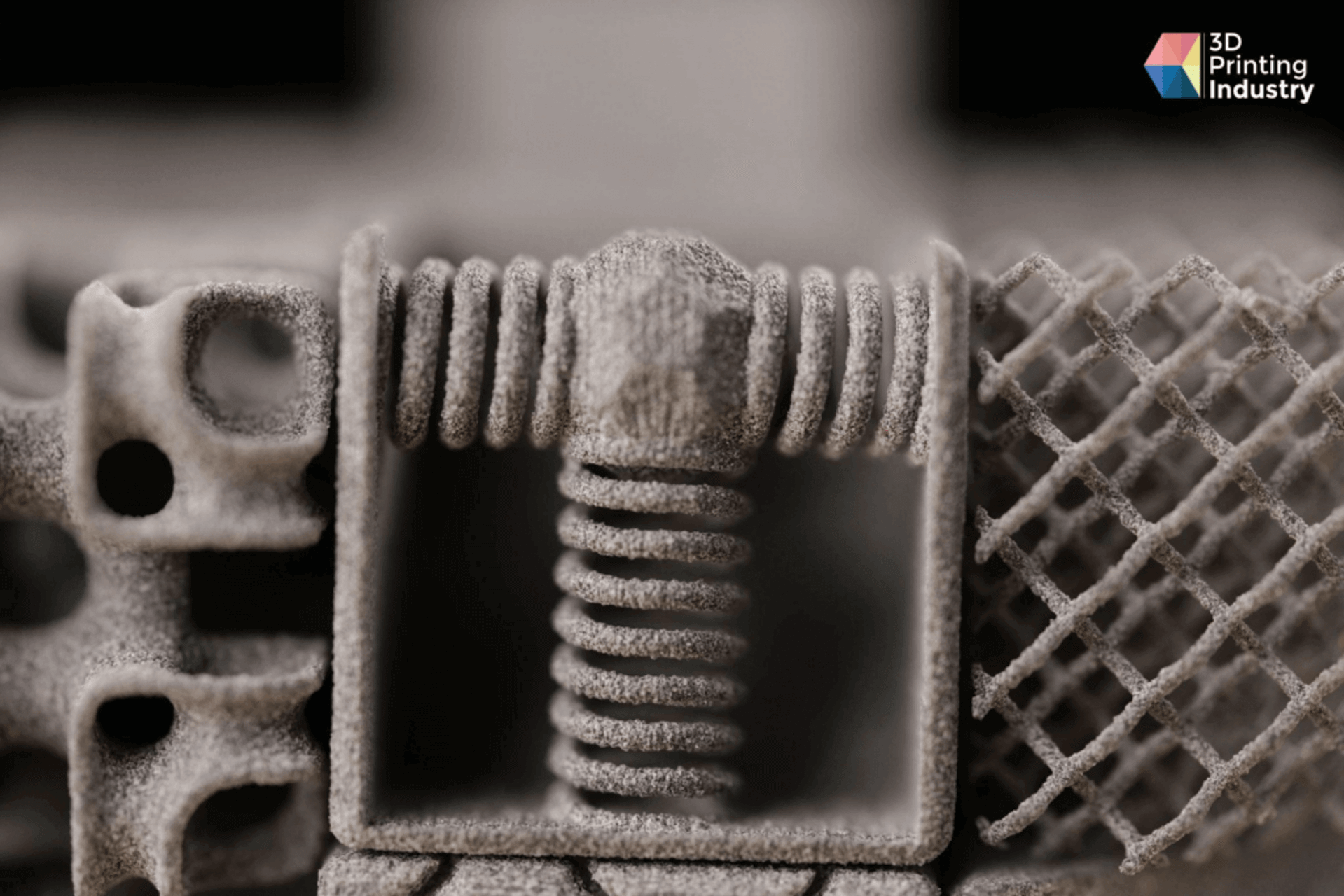
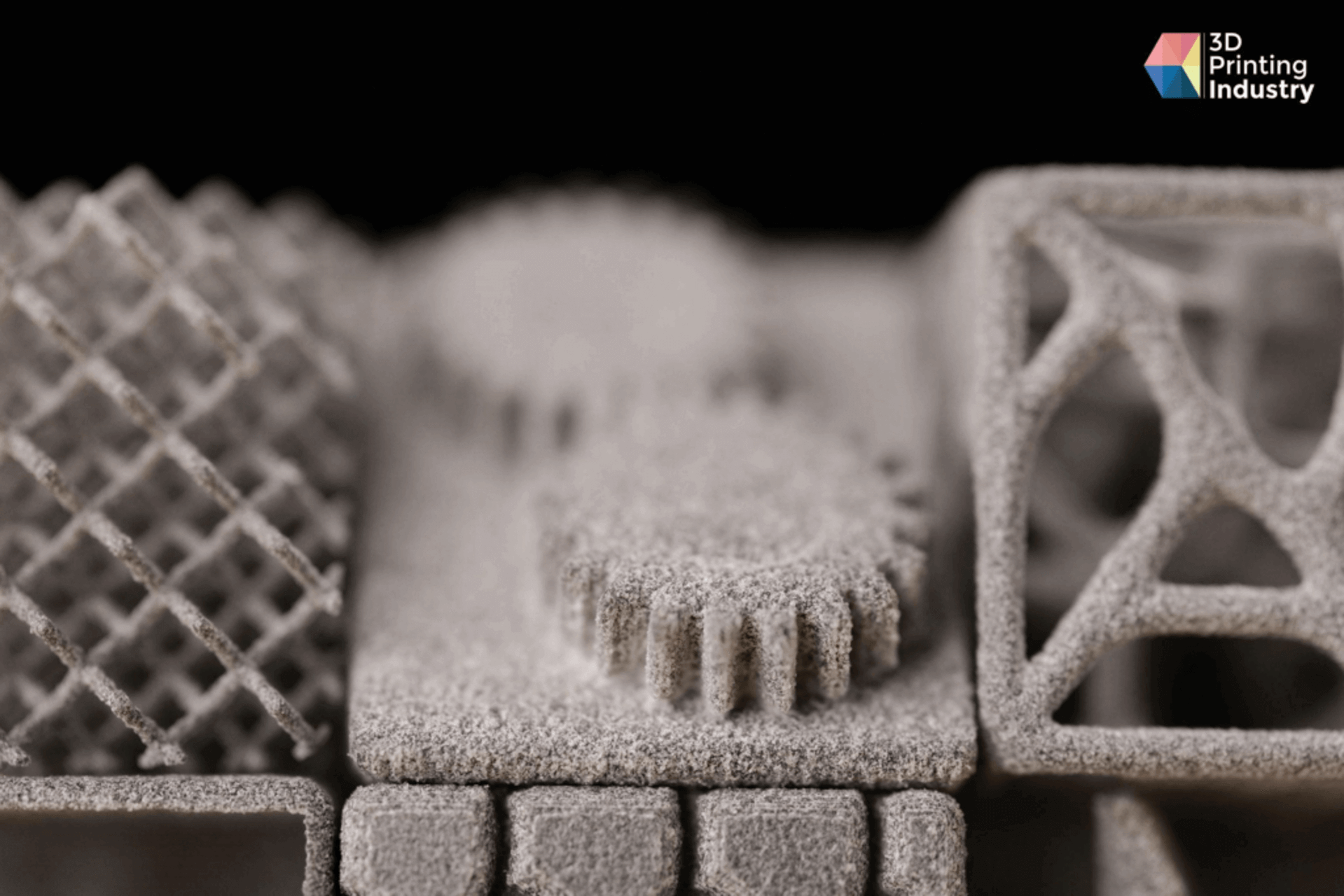
Da sich in den Gitterstrukturen geringe Mengen an Nylonpulverresten befanden, mussten bei der SLS-Fertigung einige kleinere Nachbearbeitungen vorgenommen werden. Dazu gehörten das Ausblasen der Hohlräume und das manuelle Ausschütteln der Würfelelemente vor der Montage.

SLS-Torture Cube.
SLS-Torture Cube.
SLS-Torture Cube.
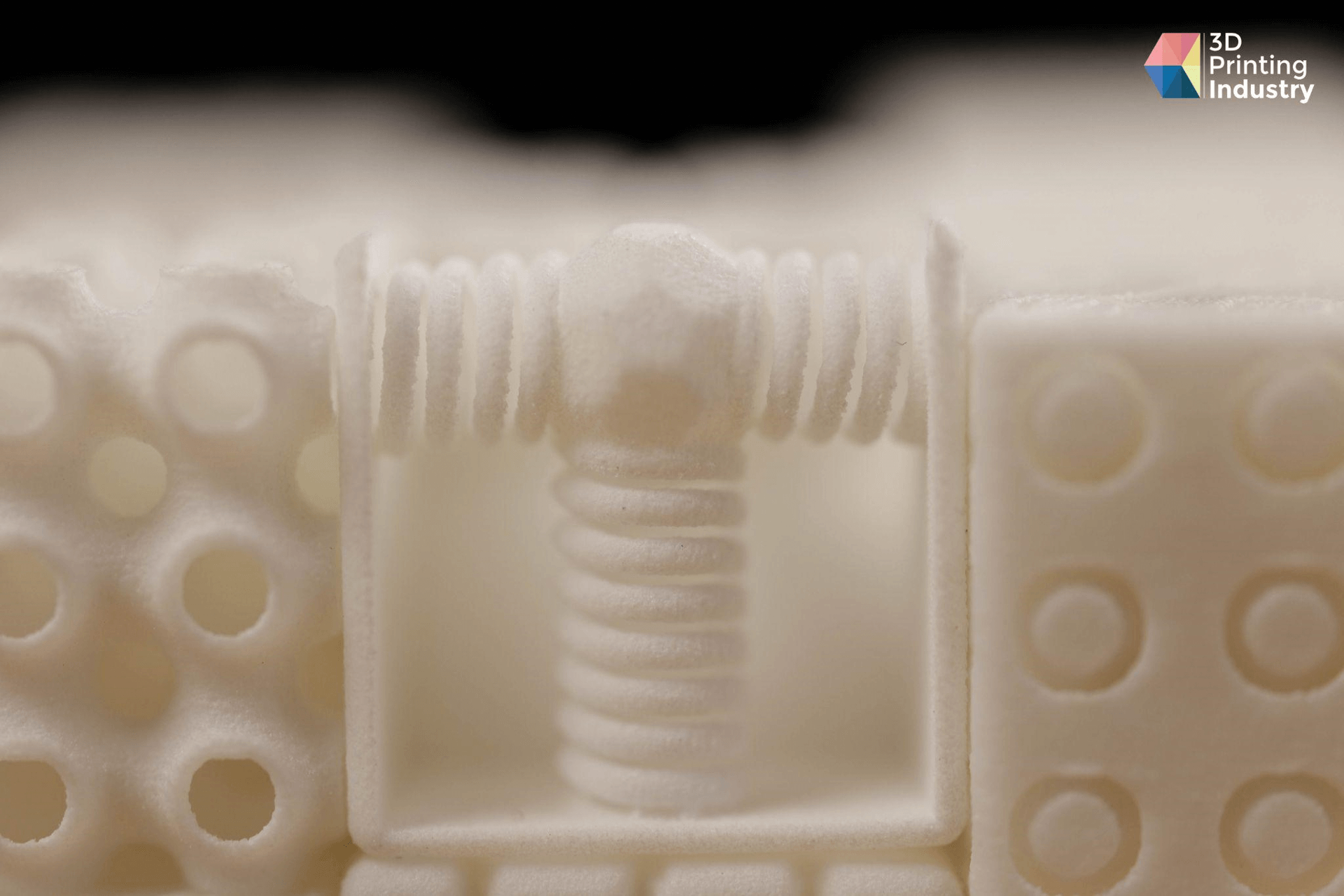
SLS-Torture Cube.
SLS-Torture Cube.
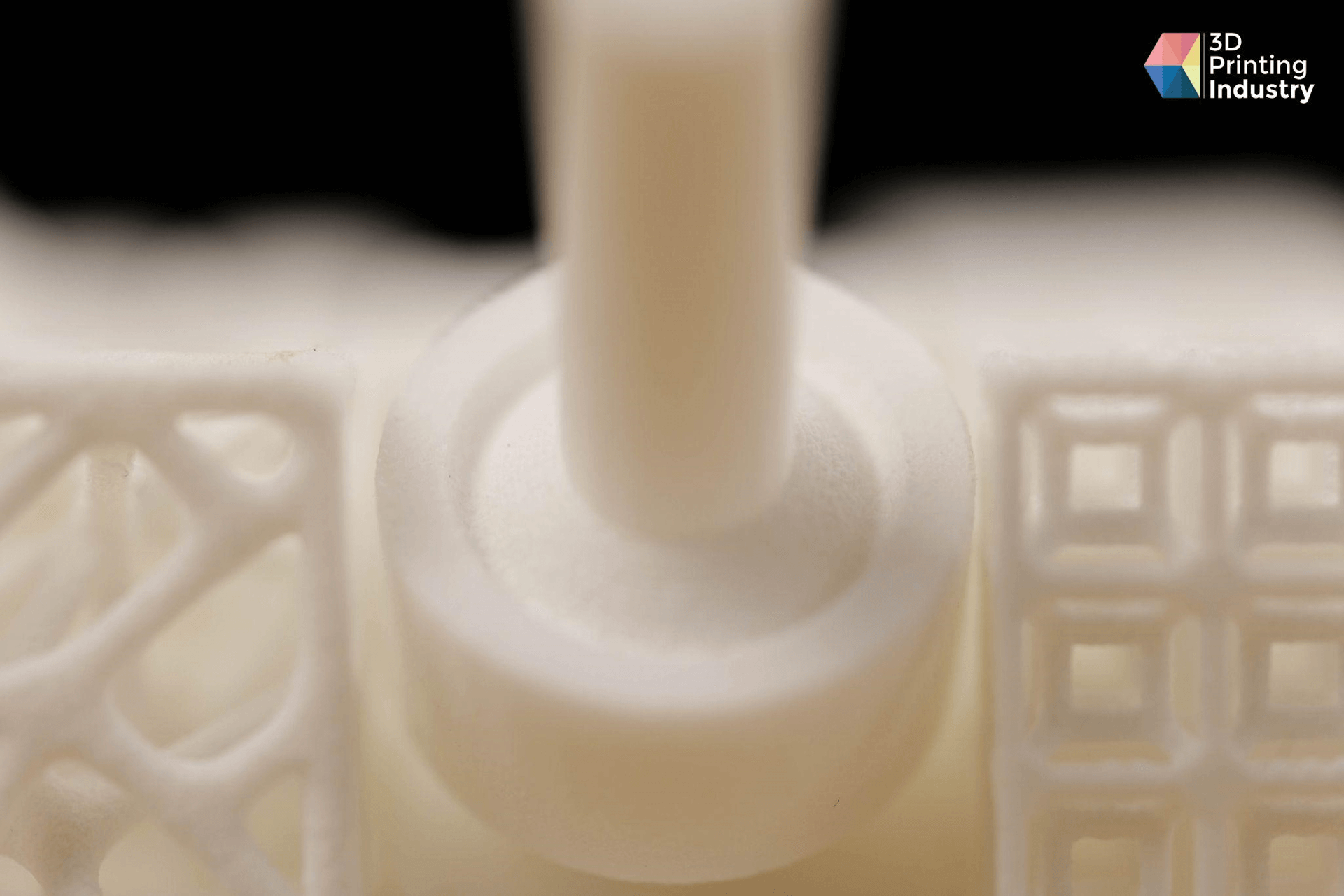
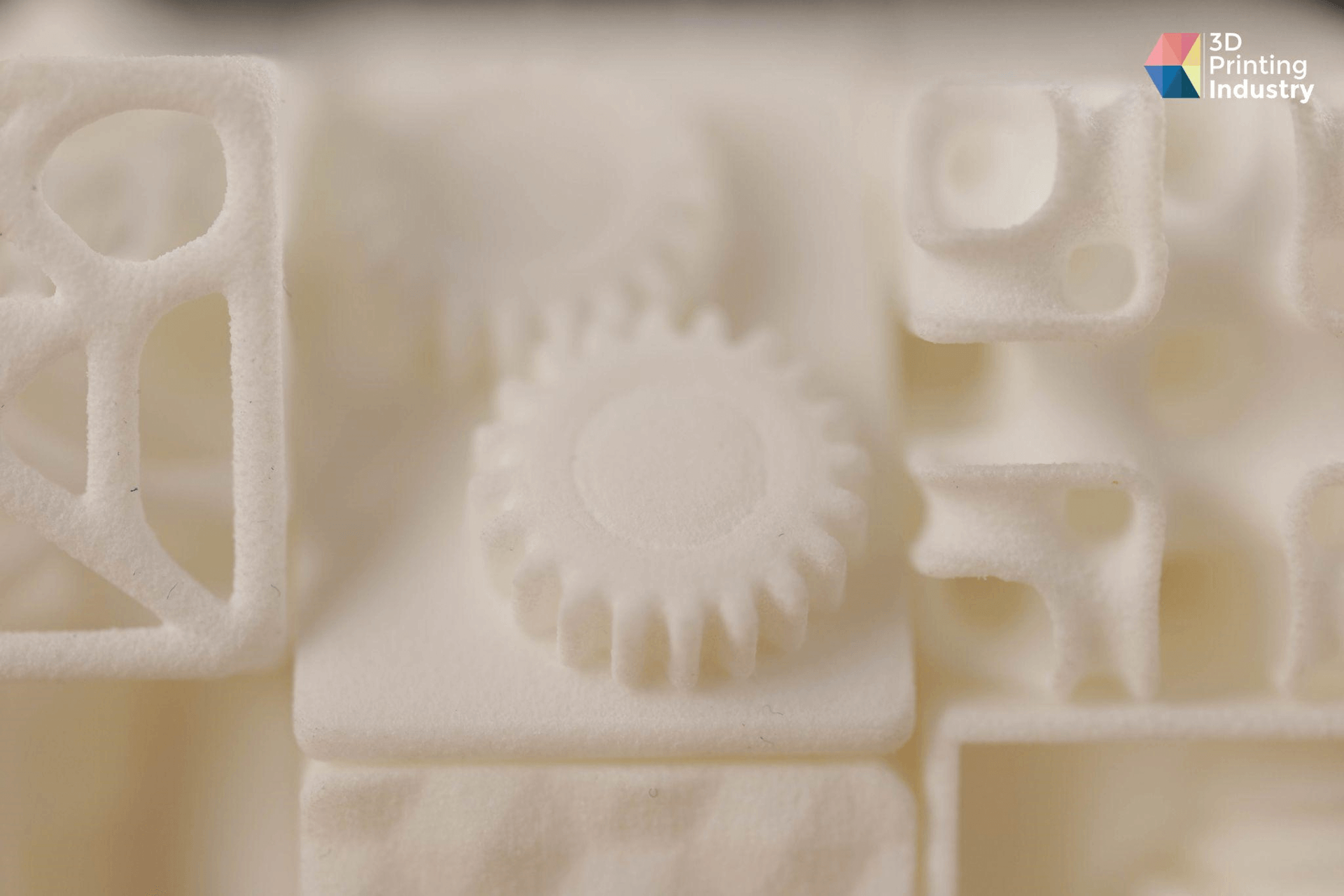
Ähnlich wie bei den SLS-Würfeln wurden auch hier in den einzelnen Elementen kleine Mengen an Pulverresten gefunden. Auch hier musste vor dem Zusammenbau des MJF-Baus eine zusätzliche Entpulverung vorgenommen werden, insbesondere durch Ausblasen der Hohlräume und manuelles Ausschütteln der Würfel.
MJF Torture Cube.
MJF torture cube.

MJF torture cube.

MJF torture cube.
MJF torture cube.
HSS


SLS





MJF



Weitere Case Studies

HSS Material Network – Proof of Concept HDPE
Gemeinsam mit dem Fraunhofer IPA haben wir im Rahmen des HSS Materil Netoworks Polymer HDPE für die additive Fertigung qualifiziert.

HP Multi Jet Fusion und voxeljet High Speed Sintering im Vergleich
Die 3D-Druckverfahren MJF und HSS im Vergleich: Wo liegen Unterschiede und Vorteile für Anwender.

Polymer Sintering im Sondermaschinenbau
Mit High Speed Polymer Sintering lassen sich Prototypen wesentlich schneller und wirtschaftlicher realisieren.

Mit 3D-Druck zum perfekten Sneaker
Wie sich mittels Polymer High Speed Sintering (HSS) der perfekte 3D gedruckte Schuh entwickeln lässt.

3D-gedruckte Joysticks für Traktoren und Maschinen
Für die Lindner Traktorenwerke ist der 3D-Druck bereits heute eine Alternative zum Spritzguss. Unter anderem für individualisierte Joysticks und Bedienelemente Ihrer Traktoren.

URWAHN – 3D-Druck im Fahrradbau
Bei der Produktion seiner E-Bikes setzt URWAHN auf Reshoring und Lean Management und erreicht diese Ziele durch additive Fertigung. Erfahren Sie, welche Rolle die Voxeljet-Technologie dabei spielt.

HSS Material Network – Proof of Concept TPU Launhardt
Das HSS Material Network hat ein neues Proof of Concept veröffentlich. Das TPU des Herstellers Launhardt gehört zu den weichsten am Markt.
HSS Material Network – Proof of Concept HDPE
Gemeinsam mit dem Fraunhofer IPA haben wir im Rahmen des HSS Materil Netoworks Polymer HDPE für die additive Fertigung qualifiziert.
HP Multi Jet Fusion und voxeljet High Speed Sintering im Vergleich
Die 3D-Druckverfahren MJF und HSS im Vergleich: Wo liegen Unterschiede und Vorteile für Anwender.
Polymer Sintering im Sondermaschinenbau
Mit High Speed Polymer Sintering lassen sich Prototypen wesentlich schneller und wirtschaftlicher realisieren.
Mit 3D-Druck zum perfekten Sneaker
Wie sich mittels Polymer High Speed Sintering (HSS) der perfekte 3D gedruckte Schuh entwickeln lässt.
3D-gedruckte Joysticks für Traktoren und Maschinen
Für die Lindner Traktorenwerke ist der 3D-Druck bereits heute eine Alternative zum Spritzguss. Unter anderem für individualisierte Joysticks und Bedienelemente Ihrer Traktoren.
URWAHN – 3D-Druck im Fahrradbau
Bei der Produktion seiner E-Bikes setzt URWAHN auf Reshoring und Lean Management und erreicht diese Ziele durch additive Fertigung. Erfahren Sie, welche Rolle die Voxeljet-Technologie dabei spielt.
HSS Material Network – Proof of Concept TPU Launhardt
Das HSS Material Network hat ein neues Proof of Concept veröffentlich. Das TPU des Herstellers Launhardt gehört zu den weichsten am Markt.
HSS Material Network – Proof of Concept HDPE
Gemeinsam mit dem Fraunhofer IPA haben wir im Rahmen des HSS Materil Netoworks Polymer HDPE für die additive Fertigung qualifiziert.
Industrielle 3D-Drucker
Unser Portfolio an industriellen 3D-Druckern reicht von kompakten Systemen für die Forschung bis hin zur additiven Massenproduktion.